Обрешетка шаг под профнастил: Обрешетка под профнастил: шаг, расчет, расстояние, монтаж
Содержание
Обрешетка под профнастил: шаг, расчет, расстояние, монтаж
Профилированные металлические листы – это популярный материал для финишного покрытия крыш строений различного назначения. Производятся они с профилем в форме трапециевидной волны. Высоты гребня настила, применяемого для кровли, не должно быть ниже 3,5 см и данный параметр четко регламентирован ГОСТами и СНиПами. Достоинств у материала довольно много, например, можно отметить, такие качества, как легкость, высокая прочность и долговечность. Листы имеют двойное защитное покрытие, то есть оцинкованное и полимерное, что позволяет защитить поверхность кровли от негативных факторов внешней среды. Также можно отметить и тот факт, что изделия не выгорает на солнце, а значит, свой внешний вид крыша будет сохранять на протяжении всего срока эксплуатации.
Еще один важный момент для многих пользователей – это экономическая выгода подобного приобретения. Ведь стоимость материала ниже, как аналогичной продукции, так и многих других вариантов кровельных покрытий. Кроме того, произвести самостоятельный монтаж не составит труда даже для пользователей, впервые сталкивающихся с этим изделием. Разумеется, прежде чем приступить к установке металлических листов, стоит внимательно изучить все особенности процедуры, уделив особое внимание такому вопросу, как обрешетка под профнастил. Так как во многом от данного элемента будет зависеть долголетие и прочность крыши строения. Именно поэтому стоит подробно рассмотреть этот элемент кровельного пирога, но прежде всего, стоит уделить внимание особенностям профилированного настила.
Кроме того, произвести самостоятельный монтаж не составит труда даже для пользователей, впервые сталкивающихся с этим изделием. Разумеется, прежде чем приступить к установке металлических листов, стоит внимательно изучить все особенности процедуры, уделив особое внимание такому вопросу, как обрешетка под профнастил. Так как во многом от данного элемента будет зависеть долголетие и прочность крыши строения. Именно поэтому стоит подробно рассмотреть этот элемент кровельного пирога, но прежде всего, стоит уделить внимание особенностям профилированного настила.
Особенности профнастила
Профилированное металлическое кровельное покрытие выпускается с различными вариантами профиля. Кроме того, изделие может отличаться не только геометрией волны, то есть формой и высотой гофры, расстоянием между волнами, но и такими параметрами, как монтажная ширина, материал изготовления, толщина листа, качество антикоррозийного покрытия и наличие различных декоративных полимерных слоев. Чтобы точно знать, какими свойствами обладает приобретаемый профнастил, достаточно взглянуть на его маркировку. Пользователям следует знать, что изделие выпускается в трех основных модификациях:
Пользователям следует знать, что изделие выпускается в трех основных модификациях:
- Несущий (маркируется литерой Н).
- Стеновой (С).
- Комбинированный или универсальный (НС).
Материал может отличаться своим предназначением, например, изделие может использоваться:
- для монтажа кровельной системы;
- для устройства межэтажных перекрытий;
- для отделки фасадов;
- для изготовления стеновых перегородок;
- для установки в качестве ограждающих конструкций и так далее.
Потребители, планирующие сделать кровлю самостоятельно, должны разбираться в назначении выбираемой продукции. Маркируется материал буквенно-цифровым обозначением. Цифры в маркировке означают высоту профиля, толщину листа, монтажную ширину и длину материала в мм.
Популярные виды профнастила
Востребованность профнастила не зависит от высоты гофры, размеров или толщины листа, ведь каждый вид продукции имеет свое особое назначение. Наиболее популярными считаются 3 марки профилированных листов из металла.
1. Профнастил Н75 – это лист для несущих конструкций с высотой гофры в 75 мм. Как правило, он имеет трапециевидную волну и способен обеспечить отменную несущую способность. Часто используется для обустройства кровель. Обрешетка крыши под профнастил может быть из досок либо металла и монтироваться с шагом до 4 м, а использовать изделие можно на кровлях с углом наклона от 8 градусов.
2. Профнастил НС35 – универсальное изделие, широко используемое для монтажа кровель и стеновых конструкций. Имеет волну трапециевидной формы с высотой гофры в 35 мм. Особенность продукции в том, что на каждой волне имеются дополнительные канавки, глубина которых равна 7 мм. Такие бороздки выступают в роли ребер жесткости, что придает конструкциям из данного материла дополнительную прочность. Такой материал можно монтировать на кровли с углом наклона как до 15 градусов, так и более 15 градусов. При этом в первом случае при монтаже требуется устройство обрешетки под профнастил с шагом в 50 см, а во втором допускается обрешетка с шагом до 1 м.
3. Профнастил С8 – это изделие, применяемое в качестве материала для отделки фасадов и устройства стеновых перегородок. Высота волны составляет всего 8 мм, но при этом ширина трапециевидной гофры равна 5 см. Благодаря таким параметрам листы имеют декоративный внешний облик, что делает их востребованными при монтаже ненагруженных кровельных систем. При этом обрешетка под профнастил из досок делается сплошной, а угол наклона кровли должен быть более 15 градусов.
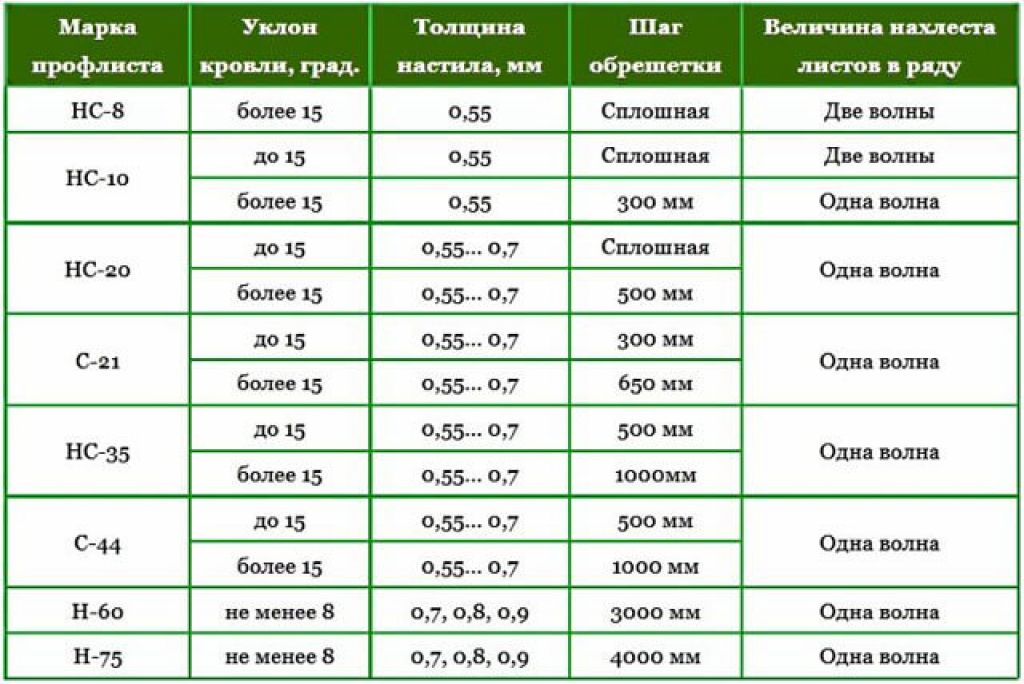
Разумеется, это далеко не все возможные варианты, которые допускается применять для покрытия кровельных систем. Также популярные виды профлиста и его основные характеристики отражены в таблице.
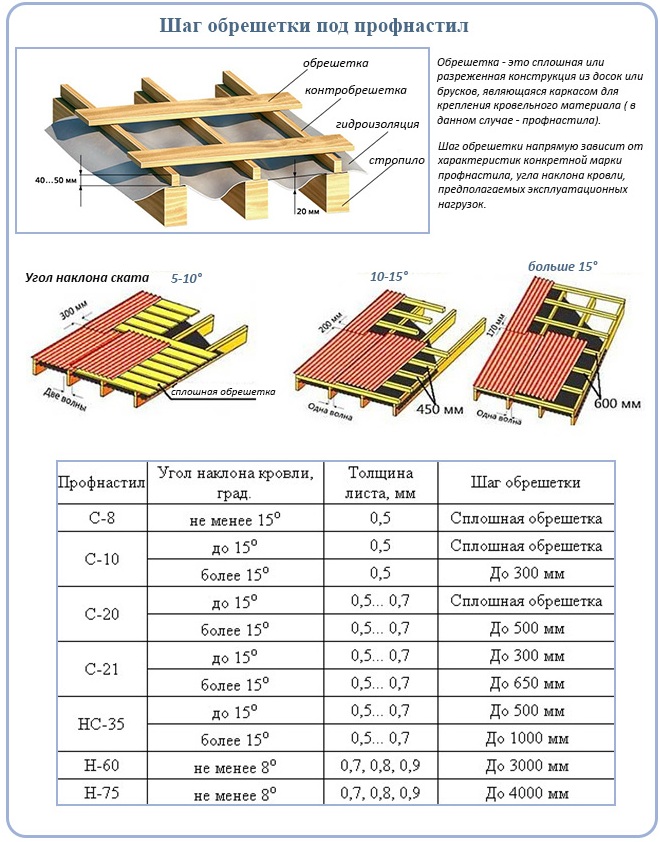
| Маркировка | Угол наклона кровли | Максимальный шаг обрешетки | Особенности изделия |
| С-8 | от 15 градусов | Сплошная | Толщина 0,55 мм; стеновой профнастил из оцинкованной стали; применяется для облицовки стен, потолочных подвесных конструкций, для крыш мансард и павильонов, для ограждающих конструкций и стеновых перегородок. |
| С-10 | до 15 градусов | Сплошная | |
| более 15 градусов | 30 см | ||
| С-20 | до 15 градусов | Сплошная | Толщина 0,5-0,7 мм; стеновой профнастил, который также может использоваться в качестве кровельного покрытия; изделия имеют небольшую высоту волны, но при этом отличаются достаточной прочностью и жесткостью. |
| более 15 градусов | 50 см | ||
| С-21 | до 15 градусов | 30 см | |
| более 15 градусов | 65 см | ||
| С-44 | до 15 градусов | 50 см | |
| более 15 градусов | 100 см | ||
| Н-60 | от 8 градусов | 3 м | Толщина 0,7-0,9 мм; несущий профнастил с высокими прочностными характеристиками; профиль позволяет создавать влагостойкие кровли без дополнительной системы герметизации; гофра снабжена ребрами жесткости; используется для кровель жилых и промышленных объектов, односкатных крыш, обладает отменной устойчивостью к снеговым и ветровым нагрузкам, также применяется для возведения каркасных конструкций, для перекрытий, ограждений или для несъемной опалубки. |
| Н-75 | от 8 градусов | 4 м | |
| НС-35 | до 15 градусов | 50 см | Толщина 0,55 мм; универсальный профнастил из оцинкованной стали, с полимерным декоративным покрытием, широко применяется для обустройства кровельных систем, для монтажа арочных конструкций, отделки фасадов, при возведении временных каркасных построек, обустройстве ограждений, для несъемной опалубки и так далее. |
Таким образом можно видеть, что конкретный шаг обрешетки под профнастил будет зависеть от нескольких факторов, в частности, от характеристик применяемого материала, от угла наклона кровли и особенностей возводимой конструкции. В каждом случае требуется верно произвести расчет обрешетки под профнастил и, конечно же, правильно установить профлист.
Расчет и монтаж обрешетки под профнастил
Обрешетка может выполняться из дерева, железобетонных плит либо из металла. При этом металлическая обрешетка под профнастил применяется в случае использования листов толщиной более 0,7 мм на кровлях с минимальным уклоном скатов. Прежде чем приступить к составлению расчетов, стоит определиться с маркой используемого материала, а также распланировать уклон кровли для профнастила. Кроме того, во внимание необходимо брать ветровые и снеговые нагрузки, которые наблюдаются в конкретном регионе. Посмотреть коэффициент можно в специальных таблицах, которые имеются в свободном доступе на интернет-ресурсах. Правило будет действовать следующее: чем сильнее, чаще ветер и больше осадков, тем меньше шаг обрешетки под профнастил.
Прежде чем приступить к составлению расчетов, стоит определиться с маркой используемого материала, а также распланировать уклон кровли для профнастила. Кроме того, во внимание необходимо брать ветровые и снеговые нагрузки, которые наблюдаются в конкретном регионе. Посмотреть коэффициент можно в специальных таблицах, которые имеются в свободном доступе на интернет-ресурсах. Правило будет действовать следующее: чем сильнее, чаще ветер и больше осадков, тем меньше шаг обрешетки под профнастил.
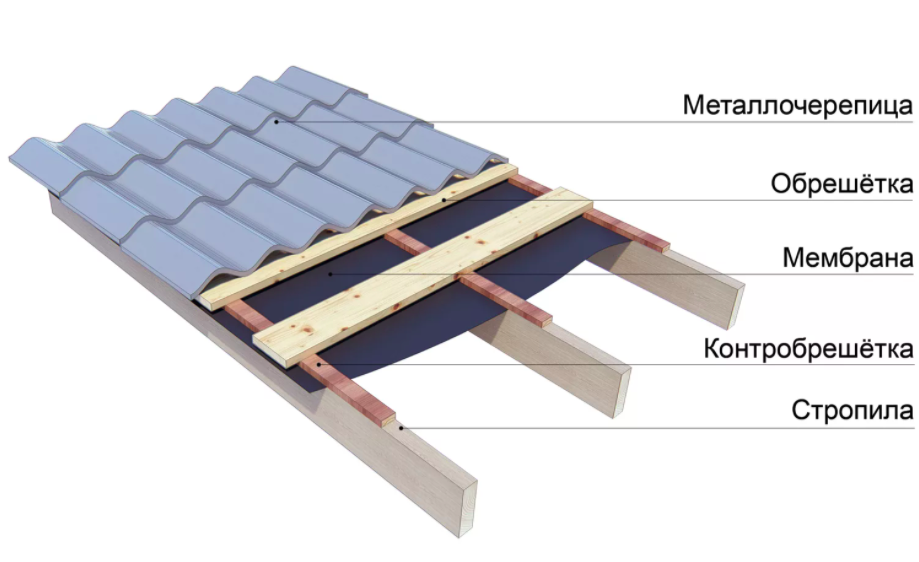
Каждый пользователь, планирующий самостоятельный монтаж профилированных листов, должен понимать, что обрешетка – это лишь верхний элемент кровельного пирога, к которому и производится непосредственное крепление декоративно-защитного покрытия крыши. Для фиксации самой обрешетки необходимо произвести монтаж конробрешетки, которая выполняется из доски толщиной 3-4 см. Последовательность монтажа следующая:
- на стропильную систему стелется пароизоляционный материал;
- вдоль стропильных ног набивается брус контробрешетки;
- поперек контробрешетки монтируется обрешетка из бруса с квадратным сечением в 5 на 5 см или доски с толщиной от 30 на 100 с выбранным заранее шагом.


Чтобы основание для профилированного настила получилось максимально прочным и долговечным, стоит внимательно изучить технические требования из ГОСТов предъявляемые к обрешетке, а также другие регламентирующие документы. Важное правило, которого следует придерживаться в обязательном порядке – это применение антисептической, антипиренной и гидрофобизирующей обработок. Стоит иметь в виду, что обрешетка под профлист в местах соединения стропильных ног, в районе конька, в местах прохода вентиляционных труб, дымохода и мансардных окон должна быть двойной, именно такой подход обеспечит дополнительную герметичность кровли. Для расчета требуемого пиломатериала следует брать во внимание такие размеры, как ширина и длина скатов, а также планируемый шаг монтажа досок. Кроме того, к конечному результату стоит добавить 10% запас, который обязательно образуется при подрезе материала.
Чаще всего, выполняется обрешетка под профнастил своими руками из деревянных брусьев, а крепление производится при помощи гвоздей. При этом длина крепежных элементов должна быть как минимум в 3 раза больше толщины используемых досок обрешетки. Профлист фиксируется на досках обрешетки при помощи специальных саморезов для профнастила, снабженных резиновым уплотнителем под шляпкой. Крепление производится в углубление профиля на скатах кровли и в вершину волны на коньковом брусе. Монтаж начинается от торца крыши, каждый последующий лист укладывается с поперечным нахлестом не менее 5 см, а продольным от 20 см, читайте также: как покрыть крышу профнастилом своими руками.
При этом длина крепежных элементов должна быть как минимум в 3 раза больше толщины используемых досок обрешетки. Профлист фиксируется на досках обрешетки при помощи специальных саморезов для профнастила, снабженных резиновым уплотнителем под шляпкой. Крепление производится в углубление профиля на скатах кровли и в вершину волны на коньковом брусе. Монтаж начинается от торца крыши, каждый последующий лист укладывается с поперечным нахлестом не менее 5 см, а продольным от 20 см, читайте также: как покрыть крышу профнастилом своими руками.
Кровля из профнастила, смонтированная по всем правилам, прослужит много десятилетий и при этом на протяжении всего эксплуатационного периода сохранит свои прочностные и эстетические характеристики.
как правильно сделать, какое расстояние между обрешеткой под профлист, доска или металлическая обрешетка
Содержание:
Преимущества материала
Виды материалов для обрешетки под профнастил
Расчет расстояния между обрешеткой под профлист
Особенности монтажа на крыше
Как правильно сделать обрешетку
Выбирая кровельные материалы, большинство потребителей отдает предпочтение профлисту.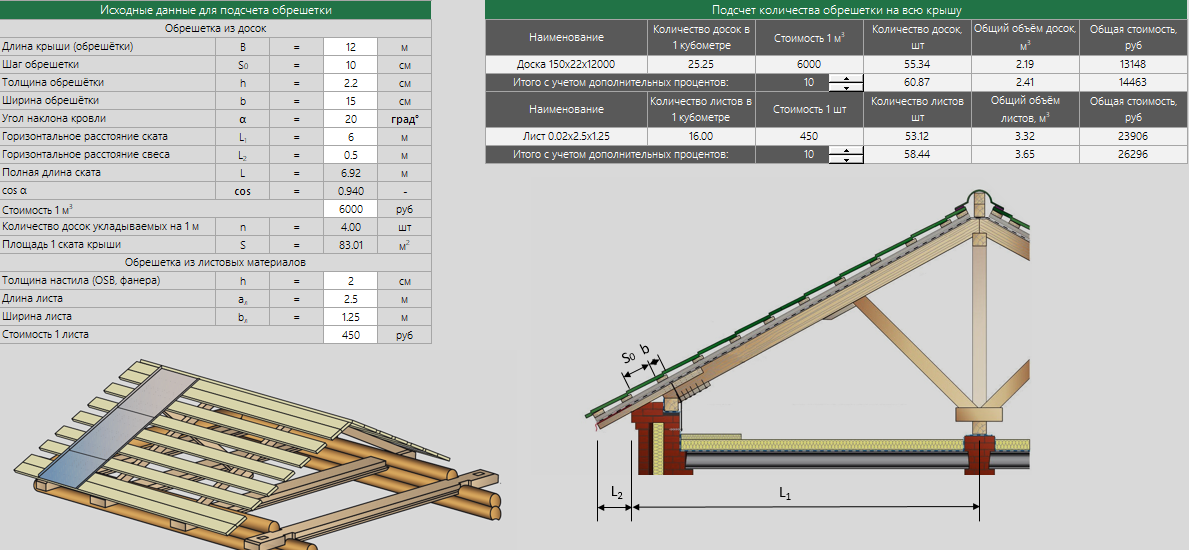 С помощью этого практичного и функционального материала можно обновить крышу за небольшой промежуток времени. Благодаря высокой механической прочности, а также устойчивости к коррозии профлисты занимают лидирующие позиции в строительстве малоэтажных жилых и производственных зданий.
С помощью этого практичного и функционального материала можно обновить крышу за небольшой промежуток времени. Благодаря высокой механической прочности, а также устойчивости к коррозии профлисты занимают лидирующие позиции в строительстве малоэтажных жилых и производственных зданий.
Преимущества материала
Простой монтаж материала позволяет использовать его при самостоятельном сооружении крыши дома. При правильном обустройстве основания под покрытие процесс его монтажа не вызовет никаких трудностей. Главное — правильно сделать обрешетку, рассчитать промежуток между элементами и подобрать качественный материал.
Виды материалов для обрешетки под профнастил
Под обрешеткой принято понимать основание под кровельный материал, выполненное из металлического профиля или деревянных реек, укладка которых выполнена в перпендикулярном направлении относительно стропил.
Обрешетка крыши под профнастил принимает на себя нагрузку от кровельного покрытия, распределяя ее между стропилами, что помогает избежать преждевременной деформации крыши. Монтаж профлистов может выполняться на сплошную обрешетку или выполненную с определенным шагом в зависимости от технических характеристик материала.
Монтаж профлистов может выполняться на сплошную обрешетку или выполненную с определенным шагом в зависимости от технических характеристик материала.
В качестве материала для изготовления обрешетки может использоваться следующее:
- Древесина. Это самый распространенный вариант для изготовления обрешетки под профнастил. Легкость и прочность натурального дерева способствуют созданию прочных и надежных конструкций. Такое основание изготовляют из досок с обрезанной или необрезанной кромкой. Доска на обрешетку под профнастил может иметь ширину 15 см, а толщину 4-5 см. Недостатком деревянных изделий считается легкая возгораемость и плохая устойчивость к воздействию воды, что является причиной быстрой потери прочности. Решить проблему помогает обработка материала гидроизоляционными средствами и антипиренами.
- Металл. При строительстве производственных помещений чаще всего используют металлический профиль. Такие элементы не имеют ограничений по длине и отличаются повышенной прочностью при незначительном весе. Металлическая обрешетка под профнастил может устанавливаться с шагом до 1,5 метров. Несмотря на то, что воздействие воды может вызвать появление коррозии на металлических изделиях, эксплуатационный период у них все-таки больше по сравнению с деревянными конструкциями.
 Такие элементы не имеют ограничений по длине и отличаются повышенной прочностью при незначительном весе. Металлическая обрешетка под профнастил может устанавливаться с шагом до 1,5 метров. Несмотря на то, что воздействие воды может вызвать появление коррозии на металлических изделиях, эксплуатационный период у них все-таки больше по сравнению с деревянными конструкциями.
Такие элементы не имеют ограничений по длине и отличаются повышенной прочностью при незначительном весе. Металлическая обрешетка под профнастил может устанавливаться с шагом до 1,5 метров. Несмотря на то, что воздействие воды может вызвать появление коррозии на металлических изделиях, эксплуатационный период у них все-таки больше по сравнению с деревянными конструкциями.
Расчет расстояния между обрешеткой под профлист
Прочность профлиста и его устойчивость к механическим повреждениям обеспечивается за счет дополнительных вертикальных ребер жесткости. Несущая способность материала возрастает с увеличением высоты волны изделия. Обрешетка под профлист монтируется в зависимости от вида и массы кровельного материала. Также необходимо учитывать площадь ската и угол его наклона. Промежуток обрешетки определяется строительными нормами.
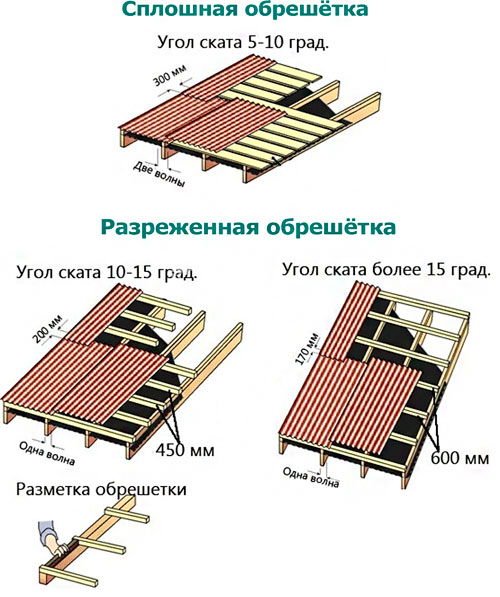
Выполнение расчетов проводится в зависимости от уклона:
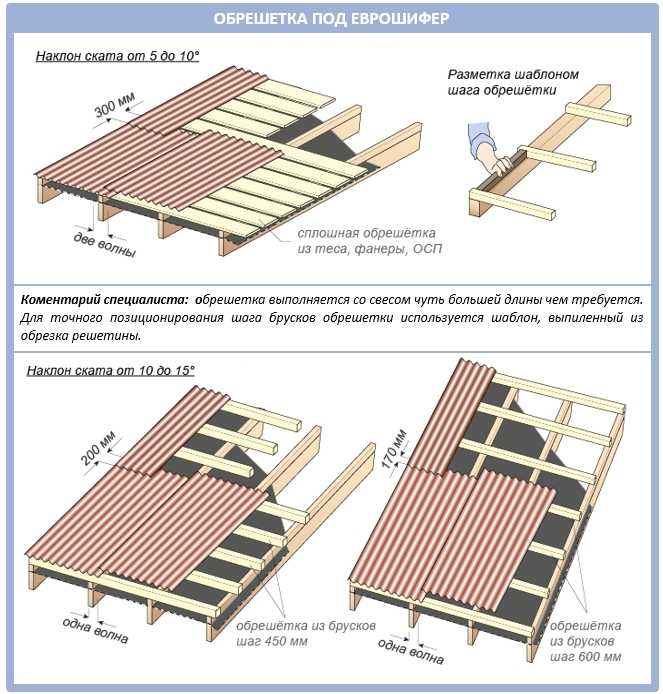
- На крыше с уклоном менее 15 градусов под профнастил рекомендуется наколачивать сплошную конструкцию. Кровельные материалы несущего типа могут укладываться на решетку в шагом до 40 см.
- При наклоне ската от 15 до 30 градусов расстояние между обрешеткой под профнастил может составлять от 30 до 65 см. Такие параметры используются при монтаже обрешетки на большинстве крыш, так как являются наиболее подходящими для профнастила.
- Крыша, имеющая наклон в 30 градусов, может иметь обрешетку с шагом до 1 метра.
 Кровельные материалы несущего типа могут укладываться на решетку в шагом до 40 см.
Кровельные материалы несущего типа могут укладываться на решетку в шагом до 40 см.
Профнастил несущего типа имеет высоту волны более 8 см, поэтому характеризуется повышенной жесткостью. Следовательно, укладку можно выполнять на обрешетку, у которой расстояние обрешетки для профнастила составляет 3-4 метра, а наклон крыши превышает 8 градусов.
Особенности монтажа на крыше
Чтобы разобраться с вопросом, как правильно сделать обрешетку крыши под профнастил, нужно изучить характеристики кровельного материала.
Универсальный и несущий профнастил имеет высоту волны более 3,5 см, для его изготовления используют оцинкованную сталь с толщиной листа 0,6-0,7 мм. Настилать такой материал можно на обрешетку с шагом между элементами до 1,5 метров. Несущие способности такой крыши составляют до 600 кг, что во многом упрощает ее обслуживание.
Настилать такой материал можно на обрешетку с шагом между элементами до 1,5 метров. Несущие способности такой крыши составляют до 600 кг, что во многом упрощает ее обслуживание.
Профнастил стеновых марок имеет высоту волны не более 2,1 см, что делает материал менее прочным. Следовательно, его укладка должна выполняться на сплошную обрешетку. Это предотвратит деформацию кровельного материала под воздействием снежного покрова.
Как правильно сделать обрешетку
При монтаже конструкции, включая обрешетку на гараж под профнастил, следует придерживаться следующих рекомендаций:
- Крепить элементы обрешетки нужно на рейки контробрешетки. Их устанавливают параллельно стропильным ногам для фиксации гидроизоляционного материала.
- Деревянные элементы обрешетки крепятся гвоздями, а металлический профиль — саморезами.
- Выполнять монтажные работы нужно снизу вверх. Крепление первой основной доски, которая представляет собой более толстый брусок, проводится вдоль карниза.
- При укладке элементов обрешетки необходимо контролировать горизонтальность.
- Каждую рейку обрешетки следует крепить двумя крепежными элементами. Это предотвратит выворачивание бруска при интенсивной нагрузке.
- При недостаточной длине элементов обрешетки можно выполнить их соединение. Однако не рекомендуется соединять на одной стропильной ноге элементы соседних рядов.
Как производят гофрированный картон? Полный процесс производства
Добро пожаловать в HIC Machinery CO. Гофрокартон, где мы производим и продаем автоматические установки для производства 3-х и 5-ти слойного гофрированного картона, а также широкий спектр специализированных упаковочных машин для производства гофрированного картона. Сегодня мы хотели бы продемонстрировать, как мы делаем нашу продукцию. Основным материалом гофрированного картона являются сорта тарного картона, бумажный вкладыш, который становится плоской облицовкой картона, в основном изготавливается из длинных волокон хвойных деревьев. волокна лиственных пород. В этой статье мы знаем полный обзор процесса производства гофрокартона от начала до конца КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
Основным материалом гофрированного картона являются сорта тарного картона, бумажный вкладыш, который становится плоской облицовкой картона, в основном изготавливается из длинных волокон хвойных деревьев. волокна лиственных пород. В этой статье мы знаем полный обзор процесса производства гофрокартона от начала до конца КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
Посмотреть эту публикацию в Instagram
Сообщение, опубликованное HIC Machinery Co. (@hic_machinery)
КАК ПРОИЗВОДИТСЯ ГОФРИРОВАННЫЙ КАРТОН? | Первый этап производства гофрированного картона
Первый этап производства гофрированного картона происходит на машине, известной как однофазная. Одинарный фазер сочетает в себе подкладку и среду для создания полотна с одной лицевой стороной. Для этого среда пропускается через набор валков для гофрирования при высокой температуре и давлении, чтобы сформировать канавки, которые дают гофрокартон.
Атрибуты производительности, необходимые для готовой упаковки.
Прочность на растяжение и амортизирующая способность Каждая пара валков для гофрирования изготавливается с заданными канавками и профилем, чтобы обеспечить эксплуатационные характеристики, необходимые для готового упаковочного изделия. После нанесения клея на основе кукурузного крахмала на кончики канавок с помощью клеевого валика подкладка приводится в контакт с гофрированной средой с помощью прижимного валика, который вращается против дозирующего валика, чтобы контролировать надлежащее количество клея, подаваемого на валик. наконечники флейты.
Крайне важно, чтобы к валкам для гофрирования применялось правильное давление, а также чтобы клей достиг идеальной температуры и надежности для образования прочной связи между вкладышем и рифленым материалом; эта комбинация известна как односторонняя сеть. Затем полотно выходит из одинарного фазера и поднимается к мосту, по которому полотно транспортируется к блоку двойного клея.
Двойная подложка : Гофрированная подкладка и гофрированный наполнитель
Подложка с обеих сторон Подкладка и гофрированный наполнитель подаются в одиночный фазер с противоположных сторон через пару роликовых клетей, соединенных устройством, известным как сплайсер.
Сварочный аппарат позволяет машине переключаться с одного рулона на другой без остановки, когда рулон израсходован или когда требуется изменить сорт бумаги или ширину, поскольку рулон разматывается и направляется к однофазному устройству.
Бумага наматывается на нагретые валы или подогреватели, которые нагревают бумагу до температуры, необходимой для процесса гофрирования. Оберточные рычаги регулируют количество времени, в течение которого бумага подвергается воздействию тепла, что позволяет в некоторой степени контролировать повышение или понижение температуры бумаги.
Single Facer Web : Экспортер и поставщик гофрированного листа | КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
Одностороннее полотно пытаются поднять и отвести от одиночного фазера с помощью наклонных ремней.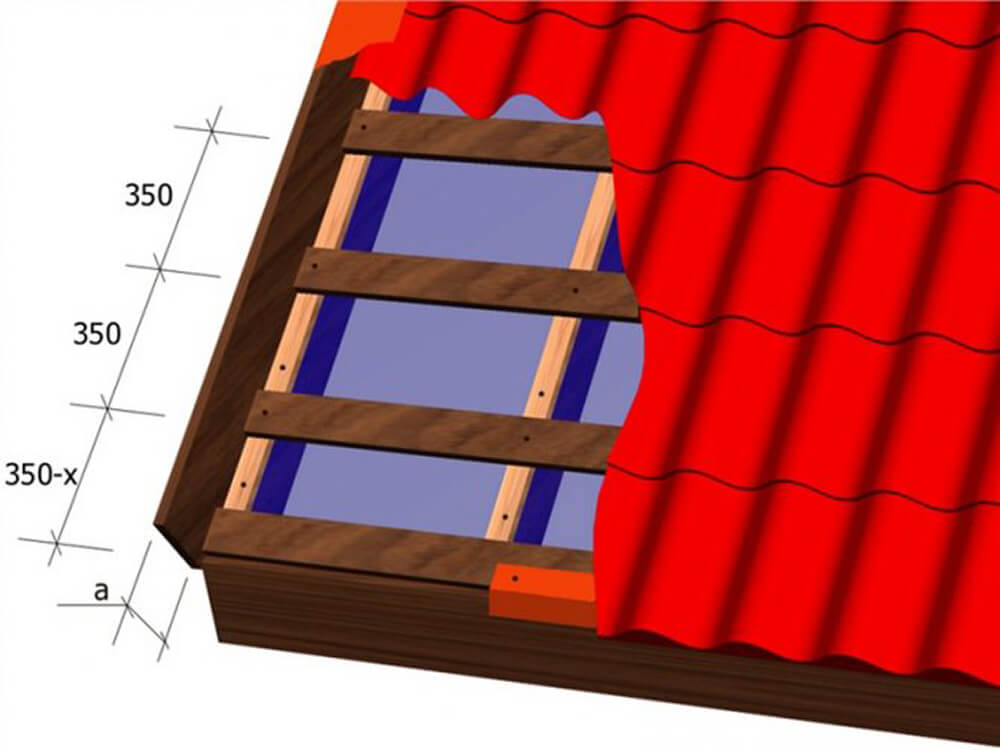 Полотно складывается фестонами по длине перемычки, пока не войдет в концевую часть перемычки, относящуюся к тройному штабелю.
Полотно складывается фестонами по длине перемычки, пока не войдет в концевую часть перемычки, относящуюся к тройному штабелю.
Это необходимо для того, чтобы одностороннее полотно затвердевало с прочным соединением, чтобы целостность структуры гофра не нарушалась при изготовлении двойных стеновых панелей. Оба однофазных устройства для гофрирования работают, подавая два односторонних полотна к мосту. для сборки на двойном клеевом агрегате.
Устройство двойного склеивания
Одностороннее полотно продевается через нагретые валки в машину, известную как устройство двойного склеивания, которая наносит клей на основе кукурузного крахмала на кончики каннелюр. Подложка, которая станет внешней облицовкой гофрокартона, продевается через нагретые валки в нижней части тройного штабеля.
Наружная или двусторонняя обшивка для фасадов и крыш
Когда плита втягивается в двойную подложку, внешняя или двусторонняя обшивка приклеивается к односторонней стенке. Верхний и нижний ремни в двойной подложке протягивают плиту через машину, а двойная подложка имеет ряд нагреваемых пластин, которые продолжают передавать тепло плите для отверждения клеевого соединения.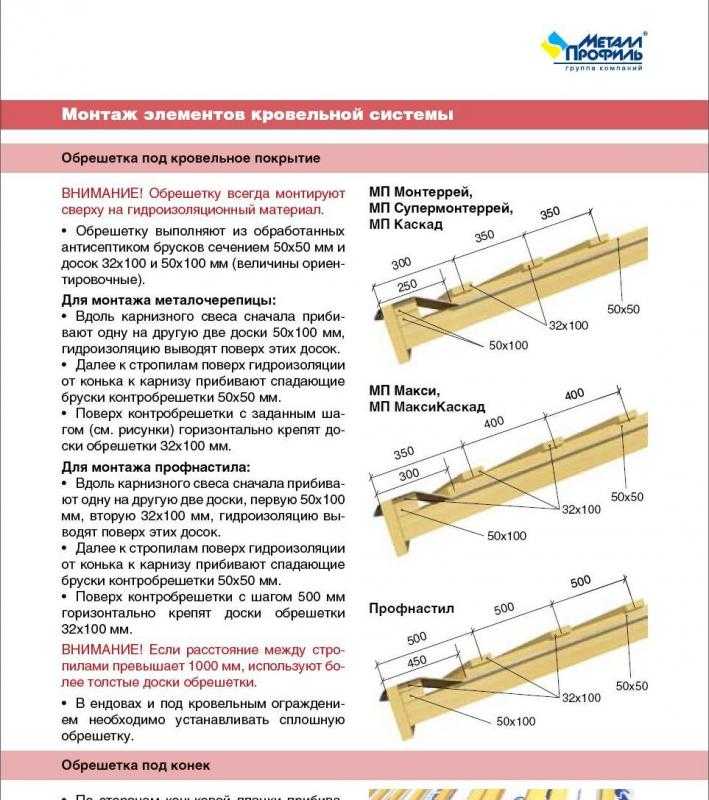 Ремни в двойной подложке протягивают доску через влажный конец гофроагрегата и подталкивают ее к сухому концу.
Ремни в двойной подложке протягивают доску через влажный конец гофроагрегата и подталкивают ее к сухому концу.
Роль Слиттера партитура | КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
После прохождения через двойную подложку комбинированная плита надрезается, надрезается и разрезается в соответствии со спецификациями отделки. Затем он проходит через ножницы, которые разрезают доску пополам, чтобы можно было корректировать порядок, а затем в продольно-резательный станок, который разрезает доску до нужной ширины и, при необходимости, размещает насечки в доске до требуемых размеров. В этой современной оценке продольной резки показаны две независимые части оценки продольной резки. Пока одна часть готовится к следующему заказу, другая работает.
Когда приходит время менять заказы, ножницы разрезают доску пополам, оставляя небольшое пространство, которое позволяет секциям продольной резки опускаться или подниматься с траектории доски, позволяя доске выровняться между верхним и нижним валами, где биговальная и режущая головки прикрепляются к скорости после того, как доска проскальзывает и забивается.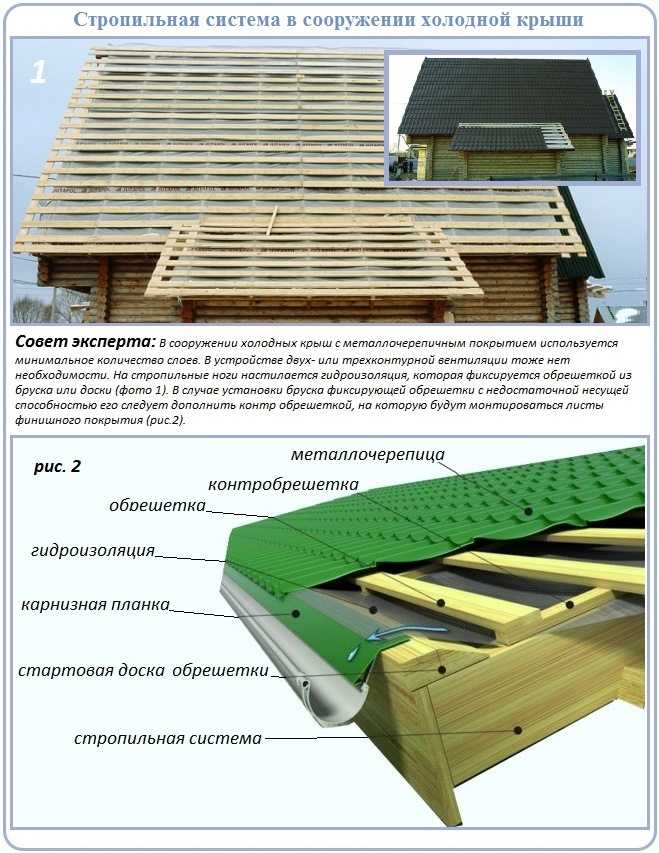
Часть отрезного ножа
Продолжает движение, пока не достигнет отрезного ножа. Отрезной нож отрезает окончательный гофрированный лист точно по требуемому размеру. Верхний и нижний нож можно найти на большинстве машин для гофрирования. Таким образом, два разных заказа могут быть объединены для печати на бумаге одинаковой ширины и качества. Имеются выходные колеса, которые выбрасывают отрезанные листы на одноленточные конвейеры.
Платформы укладчика гофроагрегата накапливают листы в отсеках укладчика. Листы укладываются в штабели, а затем выгружаются на движущиеся ленты, чтобы операторы штабелеукладчиков проверяли качество и готовились к обвязке и отгрузке. Конверсионные машины превращают гофрированные листы в коробки.
Машины для печати и брендирования | Ротационные высекальные машины и флексо-склеивающие машины
Эти машины печатают рисунки и логотипы на коробках и обрезают их до нужного размера в соответствии с их назначением. Машины делятся на две категории. флексографские фальцевально-склеивающие машины и ротационные высекальные машины Когда коробка готова, флексографическая машина склеивает и складывает ее, а ротационная высекальная машина уходит.
флексографские фальцевально-склеивающие машины и ротационные высекальные машины Когда коробка готова, флексографическая машина склеивает и складывает ее, а ротационная высекальная машина уходит.
Неклееные и плоские коробки для высечки, такие как коробки для пиццы, часто формуют вручную или оборачивают вокруг продукта и прикрепляют к оборудованию клиента. Ротационная высекальная машина также может изготавливать множество коробок из каждого листа, в то время как флексографская машина уступает.
Лазеры и оптические датчики | КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
Материал передается в каждый обрабатывающий центр на подающий конвейер с помощью ряда лазеров и оптических датчиков, называемых фотоглазами, а также посредством связи между системой управления запасами и планированием производства в режиме реального времени. Автоматические передаточные тележки обеспечивают подачу гофрированного листа на каждую машину. Каждая стопка разбивается на более мелкие секции, называемые блоками, и по отдельности укладывается на стол подачи.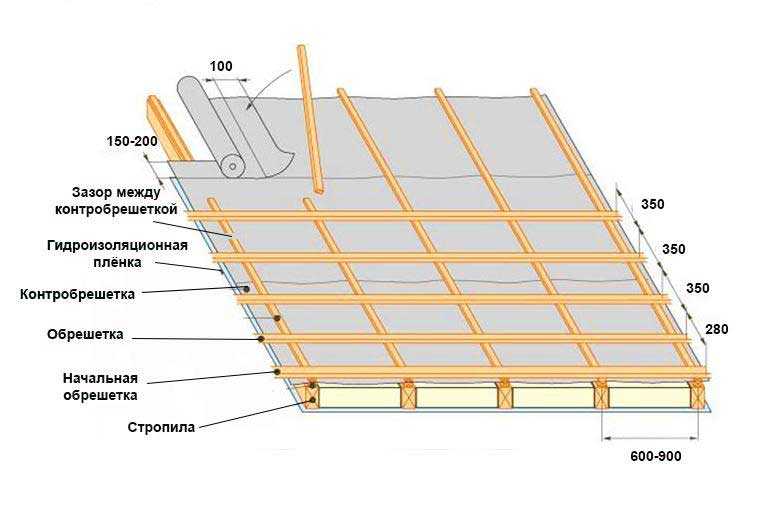
Листы подаются через серию подающих роликов, которые работают в тандеме с подающими роликами, чтобы вставить лист в машину. Подающие ролики изготовлены из мягкого материала по твердости, чтобы не сдавливать доску. Поддержание толщины или толщины доски имеет решающее значение для общей прочности доски в торцевой коробке, переносимой системой вакуумной транспортировки.
Дизайн и брендинг печатаются
Лист проходит через несколько печатных секций на ротационной высекальной машине дизайн и брендинг печатаются на нижней части гофрированного листа после того, как материал проходит через секцию печати достигает ротационных высекальных прессов, для каждого типа коробок, которые производит фабрика, существуют различные высекальные прессы.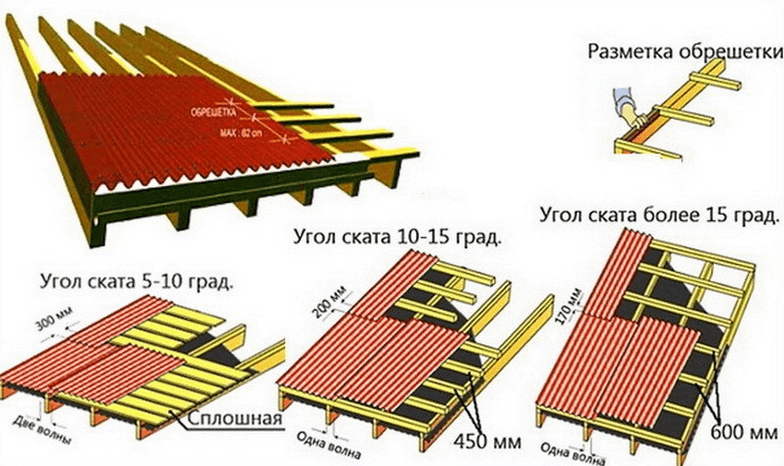
Резаки Секция
Резаки состоят из двух полуцилиндров со встроенными в них металлическими лезвиями, а также секций из поролона для выброса обрезков отрезанной доски. Лом улавливается и перерабатывается обратно на бумажную фабрику для будущего производства рулонного проката. Скруббер — это следующая секция, которая удаляет все оставшиеся незакрепленные вырезы и шероховатые края на разрезанных листах. Затем листы снова укладываются гонтом, чтобы замедлить их движение по мере приближения к укладчику.
Если нарезанные листы слишком сильно ударяются о укладчик. Платформы укладчика собирают листы в стопки, которые затем выгружаются на движущиеся ленты, чтобы операторы укладчика проверяли качество и готовили листы к обвязке и отправке. Процесс флексографии начинается так же, как и в ротационной высекальной машине, с того, что материал помещается на конвейер с помощью тележки с автоматической системой перемещения. Каждая стопка разбивается на блоки в этой флексографической машине. Печать производится на верхней части листа.
Печать производится на верхней части листа.
Материал перемещается в устройство предварительной подачи
В результате материал должен быть перевернут и перемещен в устройство предварительной подачи. Эта автоматизация устраняет необходимость инверсии вручную, когда стеки перевернуты. Затем листы укладываются и подаются на подающую платформу, где подающие ролики подают лист в машину. Печатные формы располагаются на цилиндре, а краска наносится на печатную форму через красочную систему.
Эта машина также использует ротационную высечку для переноса чернил на картон, когда они проходят через машину. Однако, в отличие от только ротационного резака, который может изготавливать много коробок на листе, он производит только одну коробку на листе. Отходы улавливаются и перерабатываются для будущего рулонного материала на флексографской машине, а машинный клей наносится для подготовки к фальцеванию.
Высокоскоростная система обнаружения, называемая четким зрением
Каждая коробка контролируется на предмет нанесения клея и измерения зазоров с использованием высокоскоростного метода обнаружения, называемого четким зрением. Высокоскоростная камера размещается в месте нанесения клея для определения количества и толщины клеевых линий, а также размеров прорезей в передней и задней части каждой коробки. Эти измерения сравниваются с разработанным стандартом, чтобы предсказать, будет ли производиться бракованная коробка, когда она проходит через машину.
Высокоскоростная камера размещается в месте нанесения клея для определения количества и толщины клеевых линий, а также размеров прорезей в передней и задней части каждой коробки. Эти измерения сравниваются с разработанным стандартом, чтобы предсказать, будет ли производиться бракованная коробка, когда она проходит через машину.
Любая коробка, не соответствующая техническим требованиям, будет покрыта УФ-покрытием, а дно пачки будет опрыскано по мере движения пачки вниз.
УФ-покрытие обнаруживается по черному свету на конвейерной системе, что приводит к его удалению. Весь пакет. Чтобы оператор мог найти и убрать некачественную коробку.
Скорость изготовления дублера | КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
До поступления к покупателю для учета скорости производства удвоитель используется для помощи членам бригады в объединении каждой пачки при подготовке к загрузке. схема укладки для удовлетворения потребностей клиентов. В каждую единицу вставляются грузовые бирки, чтобы однозначно идентифицировать каждую загрузку, когда она отправляется на отгрузку, чтобы быть готовой к доставке клиенту в конце очередного рабочего дня. Вы можете быть спокойны, зная, что у вас самое лучшее. поставщиком гофрированного картона в промышленности, нужны ли вам гофрированные листы, стандартные контейнеры из гофрированного картона или специальные упаковочные продукты. и понять Полный процесс производства картонных коробок от HIC Machinery Co. (ведущий производитель 3/5-слойного гофрированного картона) как ваш поставщик выбора, безопасность, устойчивость, инновации, качество, ориентация на клиента и создание ценности, это заложено в нашей ДНК во всем, что мы делаем.
Вы можете быть спокойны, зная, что у вас самое лучшее. поставщиком гофрированного картона в промышленности, нужны ли вам гофрированные листы, стандартные контейнеры из гофрированного картона или специальные упаковочные продукты. и понять Полный процесс производства картонных коробок от HIC Machinery Co. (ведущий производитель 3/5-слойного гофрированного картона) как ваш поставщик выбора, безопасность, устойчивость, инновации, качество, ориентация на клиента и создание ценности, это заложено в нашей ДНК во всем, что мы делаем.
9 Методы испытаний гофрированных коробок для обеспечения качества упаковки
Согласно FICCI, картонные изделия составляют более 30% упаковочной промышленности. Это потому, что гофрокоробки довольно популярны. Обычные контейнеры с прорезями, например, являются одним из наиболее широко используемых типов ящиков для транспортировки и хранения. Гофрокартон недорогой, прочный и экологически чистый. Однако не все ящики одинаковы. То есть они сильно различаются по прочности на сжатие, толщине, химической стойкости и другим факторам.
То есть они сильно различаются по прочности на сжатие, толщине, химической стойкости и другим факторам.
Вам необходимо знать это, когда вам нужно выбрать подходящую гофрокоробку для вашей упаковки. Прочность и конструкция картона напрямую влияют на вес, который может выдержать коробка. Слишком слабая коробка может проколоться или рухнуть. С другой стороны, чрезмерная коробка означает, что вы переплачиваете за материал и увеличиваете экологические потери.
Чтобы определить, насколько коробки из гофрокартона выдерживают внешние воздействия, чтобы помочь вам принять обоснованное решение при выборе коробок, производители используют несколько процедур тестирования.
Вот обзор распространенных методов испытаний гофроящиков, используемых для проверки прочности гофроящиков.
Методы испытаний на гофрированную коробку:
- Тест прочности разрыва
- Испытание на краю 2 одинокая
- Устойчивость к водостойкой устойчивости к склеиванию
- Scbb Sizer Sicer
- ПАССОВЫЙ ГРАМЕР И ГРАМИНДА
- Испытание коробки на сжатие
- Химический анализ при испытании коробки из гофрированного картона
3 9012. 9012.
9012.
- ЧТО : Испытание ящика на прочность при воздействии давления
- ПОЧЕМУ : Для определения точного веса ящика, который может выдержать грубое обращение гофрированного картона при воздействии силы или давления. В этой процедуре испытаний резиновая диафрагма используется для приложения давления к стенкам гофрированного ящика до тех пор, пока он не лопнет. Диафрагма расширяется с помощью гидравлики, и при расширении диафрагмы гофрокартон разрывается под давлением.
Прочность на разрыв измеряется в килограммах на квадратный сантиметр. Коэффициент разрыва определяется как тысячекратное значение прочности на разрыв, деленное на вес доски.
Коэффициент разрыва = прочность на разрыв (кг/см2) x 1000/граммаж (GM/M2)
- Что : поперечное руководство в тестировании Corrugated Board
- WHAY : на тщательную ставку на материал. , прочность при штабелировании, выносливость при транспортировке поддонов
Одним из самых популярных методов проверки прочности коробок из гофрокартона при штабелировании является испытание на раздавливание краев или ECT.
Каждая сторона гофрированного ящика состоит из листов, состоящих из трех или более слоев. Как правило, тонкий лист с канавками и выступами помещают между двумя плоскими листами. Эти канавки и гребни, также известные как канавки, обеспечивают анизотропную прочность коробки. Это означает, что ящики могут выдерживать большую силу с одного направления. Испытание на раздавливание по краям, испытание на правую сторону или испытание на плоское сжатие помогают определить это.
В тесте на раздавливание краев к одной стороне коробки, перпендикулярной ребрам, прикладывается усилие до тех пор, пока коробка не раздавится. В тесте Ring Crush для проверки используется кольцо, вырезанное из коробки. Во время испытания на плоское сжатие с одной стороны прикладывается чрезмерная сила.
Результаты теста Edge Crush измеряются в фунтах на погонный дюйм несущей нагрузки кромки, но представляются как ECT. Код
ECT дает вам точное представление о прочности ящика, когда он сложен и отправлен на поддонах. Кроме того, в коробке из гофрированного картона, сертифицированной по стандарту ECT, используется меньше материала, чем в эквивалентной коробке, прошедшей испытание на разрыв, чтобы обеспечить эквивалентный уровень прочности. Это означает, что дешевле и менее расточительно покупать коробки с рейтингом ECT оптом.
Однако важно знать, что приведенные выше результаты (общая прочность коробки) могут различаться в зависимости от состава каждого гофрированного листа. Следовательно, знание типа гофры важно, прежде чем принимать решение.
- ЧТО : Проверка водостойкости клеевых швов гофрированного картона
- ПОЧЕМУ : Проверка воздействия климатических условий, влагопроницаемости, водопоглощения воды, проверка водостойкости склеивания или герметизации также важна. Для некоторых приложений Стандарт FEFCO 9 используется для проверки водонепроницаемости склеивания коробок из гофрированного картона.
В этом типе испытаний гофрированный картон погружают в воду, обнажая клеевые швы, чтобы проверить прочность сцепления и водопоглощение.
- ЧТО : Проверка водонепроницаемости и измерение увеличения веса при воздействии воды
- ПОЧЕМУ : Проверка качества коробки, пористости
склонность поглощать воду и удерживать ее. Тестер Cobb Sizing используется для определения степени поглощения воды.
В этом испытании гофрированный картон сначала подвергается воздействию воды. Затем вода выдавливается из образца под давлением. Обычно, в зависимости от качества, вся вода не удаляется, несмотря на то, что плита прижимается тяжелым стальным роликом. Разница в весе из-за задержанной воды известна как значение Кобба.
Чем ниже значение Cobb, тем выше водостойкость.
Тест Кобба требуется для некоторых сертификатов, особенно для тех, которые связаны с упаковкой опасных материалов.- ЧТО : Проверить поверхностную плотность и толщину
- ПОЧЕМУ : Проверить качество и жесткость коробки
Вес и толщина — два основных свойства гофрокартона, которые определяют качество коробки. В спецификациях на гофроящики не указывается «лучший» вес или толщина, и они полностью основаны на ваших требованиях.
Если требуется больше набивки, используется коробка большей толщины. Канавки профнастила крупнее и набирают в них больше воздуха. Тонкие доски с плотными каннелюрами имеют большую плотность. Такие коробки нужны, когда упаковка должна быть более компактной и жесткой.
Изображение предоставлено: Shanghai GL
Толщина обычно измеряется в (миллиметрах) мм, а плотность выражается в граммах на квадратный метр (г/м2).
Более тонкие картоны легче сгибаются, они легче и лучше подходят для печати или детализации.
Более толстые более прочные и подходят для перевозки тяжелых грузов. Обычно тип канавки (A, B, C, E или F) определяет прочность картона, причем C является наиболее распространенным (4,0 мм).- ЧТО : Испытание на стойкость к проникновению острыми твердыми предметами
- ПОЧЕМУ : Для проверки прочности и устойчивости картона во время транспортировки
Сопротивление проколу проверяет, насколько хорошо коробка может выдерживать удар, оказываемый грузом пирамидальной или треугольной формы. Стандарты испытаний гофрированных коробок на устойчивость к проколам включают FEFCO 5 или ISO 3036.
Печать является неотъемлемой частью упаковки. При использовании различных методов печати важно проверить, насколько хорошо этикетки или отпечатки могут противостоять истиранию или истиранию. Для этой цели используются испытания на стойкость к истиранию или устойчивость к истиранию. Существует тест Сазерленда на истирание, который является стандартной процедурой тестирования.
Поверхности с покрытием, такие как бумага, пленка, картон и все другие печатные материалы, тестируются с помощью этой процедуры.Также доступны альтернативные методы испытаний коробок из гофрированного картона для проверки устойчивости к истиранию. К ним относятся ротационные тестеры на истирание и даже ручное протирание. Испытание на стойкость к истиранию особенно важно для фармацевтической или медицинской промышленности, где разборчивость этикетки имеет первостепенное значение.
- ЧТО : Испытание на сжатие гофрированного ящика
- ПОЧЕМУ : Измерение прочности при штабелировании груза на поддоне
Испытание на сжатие коробки, также известное как испытание на сжатие нагрузка, которую коробка может принять на себя, прежде чем она деформируется, и степень, в которой она деформируется. Это дает нам хорошее представление о том, сколько коробок можно сложить вместе, не повредив содержимое самой нижней коробки.
Этот тест имеет решающее значение для проверки прочности ящиков и требуется в большинстве отраслей, перевозящих ящики навалом.
Изображение предоставлено: Testing Instruments
Коробки тестируются в разных положениях. Если в конструкции короба используются внутренние опоры, такие как деревянная опора или прокладка из гофрированного картона, то такие факторы также учитываются.
Прочность на сжатие гофрированной коробки также можно рассчитать по формуле Макки, в которой учитываются значения испытания на сжатие кромки (ECT), толщины гофрокартона (CBT) и периметра коробки (P).
В соответствии с формулой McKee: Прочность на сжатие = 5,874 * ECT * CBT0,508 * P0,492
- WHAT : Проверка устойчивости коробки к химическим веществам
4 2 соответствие нормативным требованиям
Химический анализ требуется для определенных применений, когда проверяются природа древесноволокнистой плиты, а также ее устойчивость к определенным химическим веществам.
Анализ древесноволокнистой плиты включает микроскопическое исследование плиты, чтобы увидеть, какие типы бумаги используются для изготовления древесноволокнистой плиты. Кроме того, также определяется влажность, а также рН плиты.Bizongo является 8-м по величине поставщиком коробок из гофрокартона в Индии! Посмотрите, как мы можем обеспечить 100% наличие гофрокоробов для вашего бизнеса.
Процедуры тестирования коробок из гофрированного картона помогут вам определить тип коробки, соответствующий вашим бизнес-требованиям. На большинстве коробок имеется штамп Сертификата производителя коробок, в котором указаны технические характеристики и прочность коробки.
Например, значение ECT позволяет рассчитать вес, который может нести посылка. Или тест на сжатие коробки помогает определить прочность при штабелировании, что особенно важно при отгрузке и транспортировке.
 , прочность при штабелировании, выносливость при транспортировке поддонов
, прочность при штабелировании, выносливость при транспортировке поддонов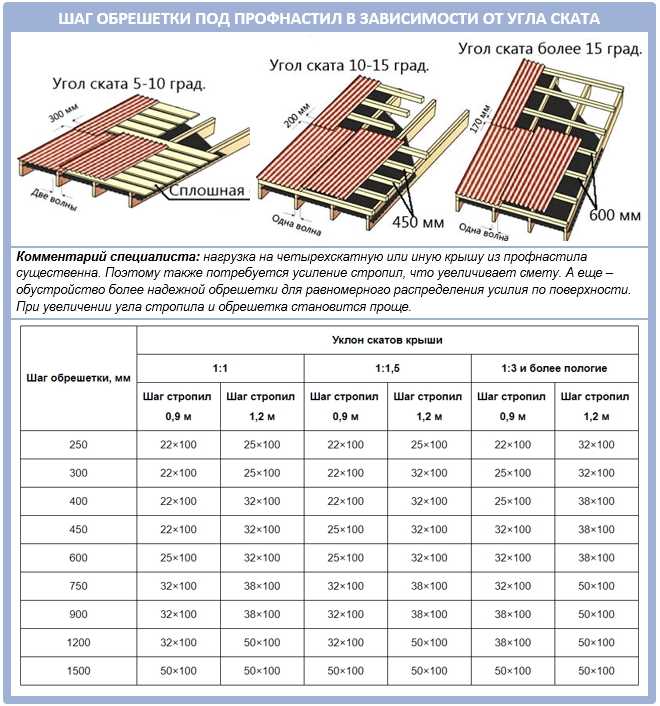
 Для некоторых приложений Стандарт FEFCO 9 используется для проверки водонепроницаемости склеивания коробок из гофрированного картона.
Для некоторых приложений Стандарт FEFCO 9 используется для проверки водонепроницаемости склеивания коробок из гофрированного картона.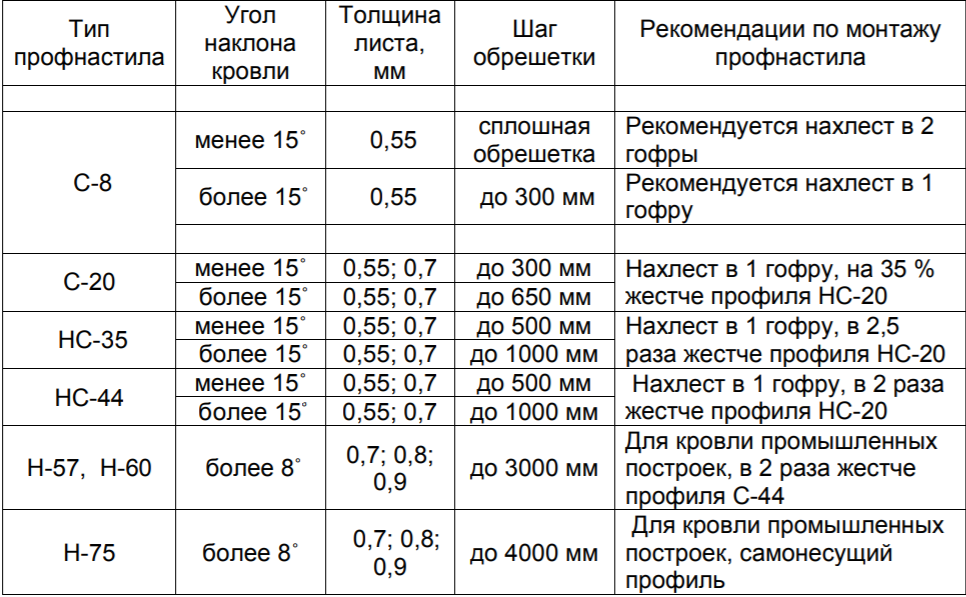 Тест Кобба требуется для некоторых сертификатов, особенно для тех, которые связаны с упаковкой опасных материалов.
Тест Кобба требуется для некоторых сертификатов, особенно для тех, которые связаны с упаковкой опасных материалов.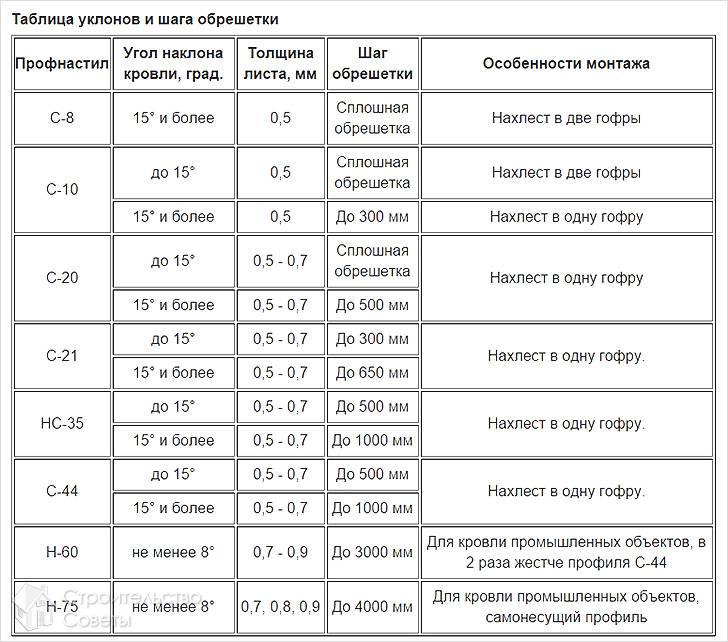 Более толстые более прочные и подходят для перевозки тяжелых грузов. Обычно тип канавки (A, B, C, E или F) определяет прочность картона, причем C является наиболее распространенным (4,0 мм).
Более толстые более прочные и подходят для перевозки тяжелых грузов. Обычно тип канавки (A, B, C, E или F) определяет прочность картона, причем C является наиболее распространенным (4,0 мм). Поверхности с покрытием, такие как бумага, пленка, картон и все другие печатные материалы, тестируются с помощью этой процедуры.
Поверхности с покрытием, такие как бумага, пленка, картон и все другие печатные материалы, тестируются с помощью этой процедуры.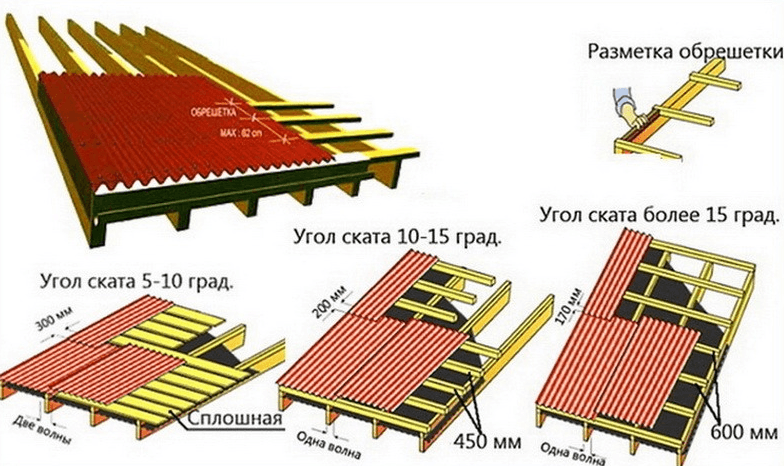 Этот тест имеет решающее значение для проверки прочности ящиков и требуется в большинстве отраслей, перевозящих ящики навалом.
Этот тест имеет решающее значение для проверки прочности ящиков и требуется в большинстве отраслей, перевозящих ящики навалом.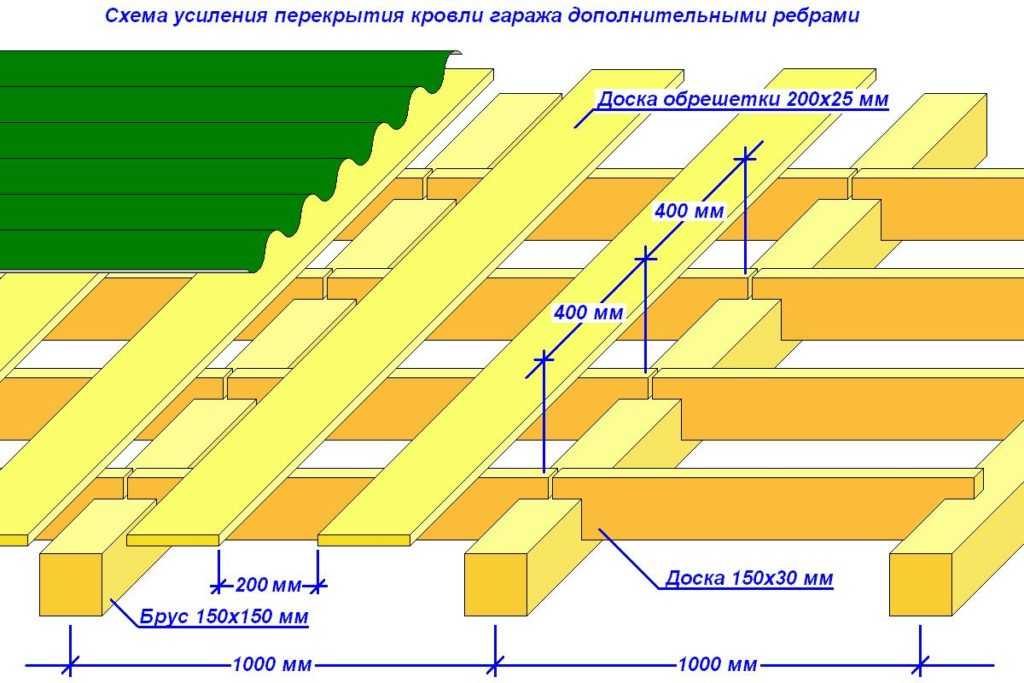 Анализ древесноволокнистой плиты включает микроскопическое исследование плиты, чтобы увидеть, какие типы бумаги используются для изготовления древесноволокнистой плиты. Кроме того, также определяется влажность, а также рН плиты.
Анализ древесноволокнистой плиты включает микроскопическое исследование плиты, чтобы увидеть, какие типы бумаги используются для изготовления древесноволокнистой плиты. Кроме того, также определяется влажность, а также рН плиты.