Как научиться варить. Советы профессионального сварщика. Начинающему сварщику
Сварка для начинающих: правила и основные моменты
Сварочные работы являются популярным ремеслом в сфере промышленности. Сложно представить данную область, где не требовались бы услуги сварщика. Сварка для начинающих, в первую очередь, должна начинаться с техники безопасности. Для этого следует запастись несколькими комплектами защитных костюмов: летним и зимним. Далее, чтобы стать настоящим профессионалом в данном деле, следует полностью освоить сварочный аппарат и особенности работы на нем.

Основные правила опытного сварщика
Прежде чем приступить к сварочным работам, необходимо удостовериться, что все нижеперечисленные правила выполнены беспрекословно.
-
Сварщик должен владеть техникой сварочного процесса, который включает в себя подготовку свариваемых частей и обработку торцевых краев, а также уметь определить качественный шов от некачественного.
-
Сварщик обязан знать правила сварочных действий при работе с электродуговой сваркой, уметь выставить оптимальный рабочий режим в процессе использования разного рода металлоконструкций, и подобрать соответствующий силовой импульс.
-
Сварка для новичков может вызвать трудности в работе с использованием газового инвертора, которые заключаются в том, что в момент спайки неверно выставленный режим может негативно сказаться на качестве свариваемых деталей.
Поэтому особенно важным на первых этапах является грамотный подход к выбору сварочной скорости.
Основы электросварки
Первым делом, чтобы освоить технику сварочного дела, необходимо приобрести инвертор и несколько марок электродов. Для сварки ручным способом потребуется приобрести электроды размером 3 мм. Для самостоятельного освоения навыков они наиболее пригодны, так как тонкие предназначены для тонкостенных металлов, соединение которых подвластно только квалифицированным специалистам. Толстостенный металл способен к высокой нагрузке на электросеть инвертора.
Электросварка самостоятельно
Ручная дуговая спайка для новичков — дело нелегкое, но вполне допустимое. Чтобы освоить информацию, как сваривать металлические изделия, стоит взять в качестве тренировочного материала небольшой отрезок металлического листа. Также при тренировках потребуется ведро воды на случай внезапного возгорания. Запрещено проводить работы на деревянных поверхностях, так как небольшой осколок стержня может спровоцировать возгорание.
-
Перед началом работы закрепите провод заземления к заготовке. Провод должен иметь надежное изолирование и крепко крепиться в держателе аппарата.
-
Далее выставляются показатели силового импульса на панели инвертора. Значения должны соответствовать размерам электродов.
-
Далее можно приступить к розжигу дуги. Для этого электрод устанавливается под наклоном в 60С в соответствии с исходным изделием.
-
Не спеша проведите по верхушке электрода. После искры дотроньтесь электродом к частям заготовки и подымите горелку на высоту 5 мм. Если процесс начался верно, дуга разгорится.
Расстояние должно соблюдаться на протяжении всего рабочего процесса, пока электрод не выгорит до конца. В ходе передвижения по участку деталей может произойти залипание электрода, в таком случае его нужно сдвинуть в сторону. Если дуга в 3 мм не подала искры, стоит прибавить силовой импульс на инвертор. Потребуется старательность для того, чтобы получить стойкую дугу в 5 мм, проходимую между двумя соединительными частями и краями электрода.
Если процесс идет гладко, стоит перейти к дальнейшим действиям наплавления валика. Для этого разжигается дуга и медленно передвигается электродный стержень по вертикали, совершая движущие направления в обе стороны. Металл в жидком состоянии сдвигайте в центр соединительной зоны, замещая пространство. По завершению должен получиться равномерный шов с наличием небольших пузырьков из наплавки металла.
Процесс сварочного действия
Для получения электродуги с дальнейшим ее удержанием на поверхности заготовки, от горелки инвертора подается сварочный импульс постоянного и переменного действия. При подаче постоянного тока к заготовке проводится ручная сварка с положительной полярностью. Если подается переменный импульс, проводится сварка, именуемая отрицательной полярностью.
Под силовым давлением на металл он плавится в равной степени с электродом, постепенно заполняя все деформируемые участки. Электродный шлак, стекающий обратно в ванну, в ходе процесса соединяется с исходным металлом, при этом плавленые отходы выступают на лицевой участок.
Правила выполнения работ
Главное правило в сварке — равномерное перемещение электродуги. Если дуга имеет длину, не соответствующую технологии, это может вызвать появление на свариваемом участке азота и окиси, что приведет к пористости шва.
Перемещение дуги должно осуществляться вертикально электродной оси. Это поможет сохранить необходимое расстояние передвижения по соединительному участку. При этом главным является поддержание синхронного плавления электрода с дальнейшим перемещением к сварочной ванне. В совокупности все передвижения накладывают опечаток друг на друга, образуя сложное строение воздействия электрода на зону соединения.
Угол направления электродуги должен быть подобран с учетом проплавки торцевых краев исходного элемента. Также действие должно состоять из образования наплавки металла с переходом в заданную форму стыков.
Похожие статьиgoodsvarka.ru
сварка электродами, аргоном, с чего начать, советы
 Профессия сварщика несомненно требует некоторых профессиональных навыков.
Профессия сварщика несомненно требует некоторых профессиональных навыков.
Обучение этой специальности проводят в училищах и ПТУ, где студенты проходят теоретический и практический курс.Но навыками сварщика не трудно овладеть и самостоятельно, если пользоваться грамотными и эффективными советами в руководствах по электрической дуговой сварке.
Начало самостоятельного обучения сварке
 Прежде всего будущему сварщику или соискателю, желающему приобрести навыки для самостоятельного владения сваркой необходимо разобраться в самой технологии сварки.
Прежде всего будущему сварщику или соискателю, желающему приобрести навыки для самостоятельного владения сваркой необходимо разобраться в самой технологии сварки.
Не нужно углубляться в строение инвертора или выпрямляющего трансформатора, единственное, чего будет достаточно, так это следующее правило: для возникновения электрической дуги между электродом и поверхностью для сварки должен быть образован замкнутый контур.
Для того, чтобы получить замкнутый контур необходимо сделать следующее: от баласного реостата протянут “нулевой” ус, который необходимо закрепить на массу, то есть на поверхность для сварки.
В этом случае ток начнет циркулировать по контуру, и возникнет дуга.
Главным, что должен уяснить сварщик, так это первичные меры предосторожности и техники безопасности:
- главным вредным фактором электродуговой сварки является сильное световое излучение.
Для избежание таких последствий необходимо пользоваться защитными сварочными щитками, которые оснащены поляризационными фильтрами.

По исполнению существует множество щитков, которые можно выбрать самостоятельно;
Кроме световой нагрузки сварка опасна ожогами и термическими поражениями, так как соединение металлических кромок достигается путем их оплавления.
В настоящее время существует множество вариантов сварочных костюмов, лидирующее место среди которых занимают костюмы из замши или кожаных производных;
- кроме того дуга в сварке достигается наращивание электрической силы, замкнутой на электрод.
Необходимо защищать руки резиновыми перчатками, которые предотвратят поражение сварщика электрическим током.
 Работа дуговой электрической сварки с баласного реостата или инверторного преобразователя практически невозможна без использования выпрямителей. Читайте статью о сварочных выпрямителях.
Работа дуговой электрической сварки с баласного реостата или инверторного преобразователя практически невозможна без использования выпрямителей. Читайте статью о сварочных выпрямителях.
В настоящее время существует довольно-таки много сварочных электродов различной маркировки. Какие есть виды электродов и как выбрать подходящий электрод смотрите здесь.
Сварка электродом для начинающих
 После освоения кратких теоретических данных по сварке можно непосредственно в рабочем процессе постичь все нюансы производства.
После освоения кратких теоретических данных по сварке можно непосредственно в рабочем процессе постичь все нюансы производства.
Приступаем к работе: для начала необходимо установить замкнутый контур “Заготовка-заземление-баласный реостат (инвертор)”.
После этого можно попытаться зажечь дугу, первый раз, как правило, это не удается никому.
Для того, чтобы зажечь дугу нужно пару раз отрывисто прикоснуться кончиком электрода к металлической заготовке.
Когда зажглась дуга, то можно начать прокладывать шов. Есть несколько характерных приемов, которые подойдут для начинающих: движение “полумесяцем” и “перетаскивание” – своеобразные техники работы электродом в сварочной ванне.
Важно: следует не допускать залипания электрода в сварочной ванне, так как при этом весь ток идет обратно на реостат баласника, а это может привести к короткому замыканию и поломке инвертора. Этот способ широко применяют автолюбители и сантехники – холодная сварка металла широкодоступна и не требует специальной подготовки и сложного оборудования. Узнайте для себя все о холодной сварке.
Этот способ широко применяют автолюбители и сантехники – холодная сварка металла широкодоступна и не требует специальной подготовки и сложного оборудования. Узнайте для себя все о холодной сварке.
Хотите не только расширить свои познания в области сварки, но и обучиться ее применять профессионально? Читайте тут статью о том, как пройти аттестацию на сварщика.
Советы начинающему сварщику
Сварка электрической дугой производится из двух положений:
- верхнее положение.
При верхнем положении сварщику следует соблюдать осторожность;
Расплавленный метал может начать стекать на сварщика, для того, чтобы это избежать необходимо варить поверхность короткими шовчиками по 2-3 сантиметра, а потом увеличив длину шва, проварить его полностью.

- нижнее положение полностью безопасно для сварщика, но иногда сварка в таком положении требует наложение дополнительного проварочного шва.
Положение электрода:
- горизонтальную прямую поверхность желательно варить под углом в 60 градусов, это обеспечивает равномерное наложение расплавленного электрода на сварочную ванну.
После проваривания шва необходимо сбить шлак, который образуется в процессе сварки. Электроды со стеклянной обсыпкой проваривают шов, от которого шлак отпадет самостоятельно;
- вертикальное положение заготовки требует того, чтобы электрод подносился под углом 90 градусов.
В труднодоступных местах можно использовать гнутый электрод.
 Почему предприятиям выгоднее использовать лазерную резку, и в чем ее особенность? Это и многое другое, читайте в публикации о лазерной резке металла.
Почему предприятиям выгоднее использовать лазерную резку, и в чем ее особенность? Это и многое другое, читайте в публикации о лазерной резке металла.
Специалисты в штате ремонтной компании должны иметь большой опыт работы по ремонту сварочных аппаратов и иметь высокий уровень квалификации. Детали о ремонте сварочных аппаратов, смотрите здесь.
Сварка аргоном для начинающих
 Сварка аргоном – это метод сварки, который технологически отличается от электрической дуговой сварки.
Сварка аргоном – это метод сварки, который технологически отличается от электрической дуговой сварки.
Сварка аргоном, как правило, производится на автоматических сварочных агрегатах, которые управляются сварщиком, к тому же манипуляции с заготовками так же осуществляются человеком.
Аргон необходим для защиты сварочной ванны от проникновения кислорода.
Начинающему сварщику нужно знать о том, что попадание воздуха в сварочную ванну приведет к порче и искривлению шва, искрению при работе электродом в сварочной ванне.
Соблюдение всех нюансов, которые описаны выше позволит простому новичку начать карьеру сварщика, хотя бы в своем собственном гараже, постепенно совершенствуя свое мастерство.
Читайте также:
 4 особенности обучения сварщиков Сварщик - специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом, кроме того необходимо разбираться […]
4 особенности обучения сварщиков Сварщик - специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом, кроме того необходимо разбираться […] Как вести журнал сварочных работ Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, […]
Как вести журнал сварочных работ Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, […]
metallmaster.org
Как научиться варить. Советы профессионального сварщика

Это небольшой мастер-класс по ручной дуговой сварке. В статье мы постарались уделить внимание самым распространённым проблемам и вопросам, с которыми сталкивается начинающий сварщик.

Подумывая о приобретении сварочного аппарата «для дома, для дачи», многие обыватели отказываются от этой затеи, так как сомневаются в том, что смогут самостоятельно освоить премудрости электродуговой сварки. Все знают, что высококвалифицированные сварщики — это творцы, отдельная каста мастеровых. Между тем реальность такова, что бытовое строительное применение сварки в подавляющем большинстве случаев не требует особого качества шва, а сварные соединения, по сути, просто заменяют разборные болтовые/винтовые сборки. При этом, конечно, начинающему мастеру не стоит браться за сварку, допустим, водопроводной трубы или нагруженной фермы перекрытия, ибо последствия могут быть очень неприятными.
Лучший способ научиться варить — это записаться на соответствующие курсы. Также полезно просто некоторое время поработать с опытным мастером, чтобы наглядно, в режиме реального времени наблюдать за его действиями, помучить вопросами и перенять основные технические приёмы. Но даже это не обязательно, базовой теоретической подготовки может быть достаточно, чтобы выйти на улицу и самому начать учиться. Особенно, если, выбирая источник сварочного тока, вы отдали предпочтение инверторам, которые на данный момент наиболее практичны и очень многое прощают новичку. Вопросы выбора сварочного оборудования мы уже рассматривали в статье «Как выбрать сварочный аппарат». Далее мы поведём разговор о самом распространённом типе сварки — ручной электродуговой (ММА), предназначенной для соединения деталей из углеродистой конструкционной стали с применением штучных покрытых электродов.
Подготовка к сварке
Чем нужно укомплектоваться
Экипировка
Сварка является довольно вредным для человека процессом, поэтому мастер должен позаботиться о своей защите. Начать нужно с одежды. В продаже имеются огнестойкие костюмы сварщика, а также различные накидки, фартуки и т.п. Отдельно защищаются руки, для этих целей потребуются специальные краги, рукавицы или перчатки. Не стоит забывать об обуви, которая должна быть высокой, чтобы накрываться брюками, и термостойкой, чтобы выдерживать попадание горячих искр. Самое главное — защита зрения. Для этого разработаны так называемые светофильтры, которые, будучи установленными на маске, способны уберечь глаза от вредных излучений, но позволяют чётко видеть сварочную ванну. Они имеют номера и разделяются по затенённости. Затенённость светофильтров выбирается в соответствии с условиями работы (интенсивность дуги). Многие мастера очень полюбили маски со светофильтрами типа «хамелеон». Кое-что из экипировки, обычно это маска или перчатки, производители аппарата могут включать в комплектацию, но далеко не всегда эти девайсы нормального качества.

Высоковольтные провода
Кроме самого сварочного аппарата (источника сварочного тока), необходимо иметь провода для передачи питания на электрододержатель и зажим массы (клемма заземления). Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока — чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны. В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 А, длиной 2,5–4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно.

Переноска
Чтобы подключить инвертор в сеть (помимо надёжной заземлённой розетки на 25 А, запитанной через качественный автомат) почти всегда нужна переноска. Сечение каждого её проводника не должно быть менее 2,5 мм2. Её длина может доходить до полусотни метров, но чем она короче, тем более точный ток будет получен на выходе. В любом случае удлинитель необходимо полностью размотать с бобины, чтобы он не перегревался.
Вспомогательный инструмент
При сварочных работах всегда пригождается УШМ («болгарка»), лучше и «большая» и «маленькая». В качестве оснастки следует запастись как отрезными, так и шлифовальными абразивными дисками. Для зачистки деталей нужна металлическая щётка. Для удаления шлака потребуется молоток. Чтобы надёжно зафиксировать свариваемые детали между собой очень удобно воспользоваться металлическими струбцинами, из-за температурных вредностей пластиковые не подойдут. Давайте сразу упомянем и о подмостях, которые вчистую обыгрывают любую стремянку. Они нужны, чтобы в полной мере контролировать процесс сварки по месту и послужат рабочим местом, если варить детали «на столе».
Электроды
Классификация электродов для сварки ММА весьма обширна. Большинство задач мы сможем решить с помощью таких популярных марок, как АНО, ОЗС, МP, которые хорошо подходят для сварки постоянным током инвертора. Что касается диаметра стержня, то наш размер — это «двойка» и несколько реже — «тройка». Следует понимать одно золотое правило: диаметр электрода выбирается по толщине металла свариваемых деталей, а уже от диаметра электрода выбирается сварочный ток. Это основной, базовый критерий, хотя учитывается также химический состав металла, форма кромок, тип соединения деталей, положение сварочного шва в пространстве.

Ориентировочно, для металла толщиной от 1,5 до 3 мм нужно взять электрод диаметром 2–2,5 мм. Тройкой варят металл до 5 мм по толщине — и это будет наш предел, более массивные детали нам будут неподвластными, так как электрод просто не прогреет металл деталей. Электроды в 4 мм внутридомовая сеть не потянет (сила тока близка 200 А, а нагрузка приближается к 5 кВт — выключится автомат), да и редко бывают нужны его возможности. О том, какую силу тока выставить, читайте ниже.
Как подготовить детали
Обработка шва
Зону стыковки двух деталей, где будет формироваться сварочный шов, следует очистить от загрязнений и влаги, также с кромок нужно с помощью металлической щётки удалить ржавчину, остатки лакокрасочных составов (металл по паре сантиметров от стыка зачищается до блеска). Если толщина деталей превышает 3 мм, то с кромок рекомендуется снимать фаску, что позволяет добиться хорошего проваривания металлического массива.
Ориентирование деталей
Проще всего выполнять ручную дуговую сварку, если сварочный шов располагается на горизонтальной поверхности (сварка «в нижнем положении»). При таком способе наиболее удобно выполнять контроль сварочной ванной. Сила тяжести действует на расплав сверху вниз, не сдвигая его, она помогает присадочному металлу электрода переноситься в создаваемый пользователем шов. Именно поэтому, если есть возможность, новичку лучше варить на столе, а уже затем укрупнённые детали собирать «на месте».
Вертикальное положение сложнее, но встречается часто, при этом способе ориентирования варить приходится или вертикально, или горизонтально на вертикальной плоскости. В первом случае шов чаще всего ведут снизу вверх, но для тонкого металла лучше двигаться сверху вниз — так он меньше прогревается и меньше опасность прожига. А особенность второго типа сварки (горизонтально на вертикальной поверхности) заключается в том, что сварочную ванну «протягивают» перпендикулярно силе тяжести, поэтому, чтобы металл не вытекал, количество расплава (размер сварочной ванны) должно быть минимальным, дугу выдерживают максимально короткой.

Потолочная сварка по понятным причинам самая сложная и малопроизводительная, непрофессионалу лучше за неё не браться.
Нужно также отметить, что при сварке детали могут различными способами располагаться друг относительно друга. От этого выделяют несколько типов сварки: встык, внахлёст, угловая, тавровая. Сварка встык выполняется «почти прямым» электродом, в остальных трёх типах электрод будет наклонён, так как проварить нужно две детали, расположенные во взаимно перпендикулярных плоскостях. Есть проблема: например, если угловое соединение деталей расположить на столе обычным способом, то в сечении мы видим литеру L, то есть нижняя кромка будет из-за силы тяжести больше попадать в зону сварочной ванны. Именно поэтому есть смысл расположить детали «в лодочку» (сечение в виде V), тогда обе кромки хорошо проварятся.
Какой ток выставить
Мы уже говорили, что сварочный ток подбирается в зависимости от толщины электрода. Для начала вам нужно иметь ввиду, что технически ограничен только нижний предел тока. Например, используя двойку, чтобы получить хороший шов, нужно поставить переключатель силы тока на 70–80 и более ампер (чем выше, тем скорее сгорит электрод). Для тройки подойдёт ток от 100 до 140 А, четвёрка — 160 А. Для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.
С какой полярностью подключить держатель электрода и массу
Инвертор работает от постоянного тока, поэтому позволяет подключить высоковольтные провода в два положения, на электрод или массу можно подать «плюс» или «минус». Если на электроде плюс (обратная полярность), то он греется сильнее, а если минус (прямая полярность) — то деталь. Обратная полярность используется чаще, она характерна для традиционной сварки. Прямая полярность используется для сваривания листового металла в высоком темпе со специальными электродами.
Работа со сварочной дугой
Выполнив все подготовительные работы, можете приступить к тренировке. Расположитесь максимально удобно, лучше сядьте, обопритесь на стол, держите зажим электрода двумя руками. Далее рассмотрим основные движения и приёмы на самом простом — сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный. Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это — важный момент, на который следует обратить внимание.
1. Поджиг. Чтобы появилась (зажглась) дуга, следует выполнить чиркающее движение электродом по детали, будто спичкой. Чиркать нужно по направлению шва, чтобы заготовка не была испорчена. Сам электрод необходимо слегка наклонить относительно вертикали (примерно на 30 градусов).

2. Контроль дуги, формирование сварочной ванны. Как только дуга разгорелась — подводим её к началу шва и ждём расплавления металла. Сначала под электродом в течение 2–3 секунд появляется красное пятно, это горит флюс. Затем можно наблюдать появление желто-оранжевого пятна, на котором виднеется рябь — это расплавился металл.
3. Положение электрода при формировании сварочной ванны. Электрод располагается почти вертикально, слегка наклонён в сторону направления шва (на 25–40 градусов). Между электродом и деталями нужно выдержать расстояние около 3 миллиметров, обычно для этого обмазкой касаются метала свариваемых заготовок.

4. Формирование шва, управление сварочной ванной. Итак, признаком появления сварочной ванны является возникновение оранжевого пятна с подрагивающей поверхностью. С начала поджига дуги ванна (расплав металла) появляется через 2–3 секунды, и мы должны переместить электрод на один-два миллиметра по направлению нашего шва. Затем снова ждём появления оранжевого пятна, теперь на это будет уходить менее секунды. Так постепенно, миллиметр за миллиметром, и двигаемся.
5. Положение, тип движения электрода при формировании шва.
Во-первых, нужно всегда держать корректный наклон. Если слишком сильно наклонять электрод, то дуга будет своим потоком отталкивать сварочную ванну назад, делая шов высоким, усложняя прогрев металла. Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.
Второе, не забываем выдерживать дуговой промежуток. Дело в том, что электрод расходуется, и его нужно постоянно опускать, как говорят: «макать» в сварочную ванну. Если электрод не приближать максимально близко, то не будет металла для формирования шва, а большой зазор сделает дугу нестабильной. Слишком откровенные касания электродом деталей вызовут короткое замыкание, и на инверторе сработает защита. Возьмите за ориентир высоту, когда при наклоненном электроде вы касаетесь деталей только обмазкой электрода.
Третье, тип движения электрода новичку лучше выбрать прямолинейный, в крайнем случае — с небольшими круговыми (вокруг ванны) и одновременно поступательными движениями. Формируем так называемые «чешуйки», которые перекрывают друг друга где-то наполовину. Лучший шов — с мелкой чешуйчатостью. К слову, всякие там зигзаги и восьмёрки будете осваивать потом, они нужны для работы с толстым металлом.

Четвёртое, скорость перемещения. От несоблюдения этого параметра часто возникают основные дефекты сварки — непровары или прожиги. Числовых решений привести невозможно. Следите за состоянием (цветом) зоны под электродом, двигайтесь плавно, не передерживайте. Останавливайтесь и рассматривайте готовые части шва. Чем тоньше электрод, тем меньше он прогревает металл, и тем медленнее его ведут. Очевидно, что при граничных ситуациях (когда детали можно сварить и тройкой, и двойкой) новичку лучше использовать более тонкий электрод и медленнее его вести. По мере повышения квалификации — увеличивайте ток и применяйте более толстый электрод.
6. Контроль сварочной ванны осуществляется визуально. Смотрите на ванну и на шов позади, а не саму дугу. Исследуйте свой шов, чтобы он был одинаковой толщины и ширины (оптимальная ширина — от 0,8 до 1,5 диаметра электрода) с минимумом дефектов (ГОСТ 30242–97). В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок — хорошо; шарик на ножке — малая сила тока; прожиг и кратеры — высокая сила тока, медленное ведение электрода по заданной траектории.
7. Как закончить сварку. В конце шва не убирайте электрод сразу, а сделайте небольшой круг на месте, внося металл, иначе в точке отрыва дуги останется кратер. Отрыв электрода сделайте лёгким чирканьем. После сварки шлак, когда он остыл и почернел, с помощью молотка и жёсткой щётки удаляется со шва. При корректной сварке он отскакивает крупными хлопьями, а в металле шва включений шлака нет.

Эта статья, конечно, не может претендовать на всеобъемлющее руководство, но на некоторые часто задаваемые вопросы от сварщиков новичков мы постарались ответить. Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ. И всё у вас получится.
Антон Турищев, рмнт.ру
Понравился наш сайт? Присоединяйтесь или подпишитесь (на почту будут приходить уведомления о новых темах) на наш канал в МирТесен!
rmnt.mirtesen.ru
Советы начинающему сварщику | Хорошие советы

Профессиональные знания по сварке обычно получают в учебных заведениях или на курсах подготовки. Но не станешь же записываться на многомесячные курсы, если необходимо время от времени сварить что-либо на даче или во дворе своего дома. Сварке можно научиться и самостоятельно, наблюдая за работой опытных сварщиков, прислушиваясь к советам и применяя их на практике. Вот некоторые из них.
Сварочное оборудование
Сварочные трансформаторы могут быть трех типов: обычный трансформатор, трансформатор с выпрямителем и инвертор. Первый тип предназначен для сварки переменным током, обычно громоздкие и тяжелые, но надежные. Второй – осуществляет сварку постоянным током, для чего в конструкции используются мощные полупроводниковые приборы (диоды или тиристоры), его габариты меньше, процесс сварки идет легче, но чувствительно «грузит» сеть. Третий — очень удобен, когда осуществляется высотная сварка в сложных условиях – инвертор имеет небольшие габариты и малый вес за счет использования преобразователя частоты и выпрямителя.
Некоторые приемы сварки
Осваивать приемы сварки желательно на сварочном с обычным трансформатором. После работы с ним легко освоить эффективную работу с инвертором и профессиональную – с трансформатором с выпрямителем.
Начинать следует со сварки «бросовых» железок. При этом следует помнить, что диаметр электродов выбирают исходя из вида свариваемых деталей (масса, толщина), а ток устанавливают по диаметру выбранного электрода. Например, для сварки электродом 3 мм величина постоянного тока устанавливается в пределах 70 – 80 ампер (для переменного – до 150), а для резки – 100 ампер. Для диаметра 4 мм ток сварки лежит в диапазоне 110 – 160 ампер.
Самое главное в сварке – это научиться зажигать и удерживать дугу. Для этого надо кратковременно коснуться свариваемой детали кончиком электрода, причем угол между электродом и деталью должен составлять 60 – 75°. Момент касания сопровождается появлением снопа искр – короткое замыкание. В этот момент надо, не меняя угла, медленно отвести кончик электрода на несколько миллиметров от детали. Возникает дуга, которую надо поддерживать, сохраняя постоянство зазора. Если дуга не «тянется» или короткая, надо увеличить ток.
Перемещая электрод по детали, добиваетесь стабильной дуги длинной 3 – 5 мм, опуская кончик электрода по мере его выгорания.
Если зажигание и удерживание дуги получаются, то можно начать освоение наплавления валика. Для этого надо медленно перемещать электрод по прямой и одновременно совершать поперечные колебания кончиком электрода. Амплитуда колебаний будет определять ширину валика.
Освоив эти операции можно приступать к конкретной работе. Учтите, что только читая советы, научиться сварке нельзя – нужна практика!
good-sovets.ru
Ручная сварка для начинающих - самоучитель по сварке
В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика. Сварочные работы проводятся на стройплощадках, в нефтеперерабатывающей промышленности, энергетике, кораблестроении, сельском хозяйстве и т. п.
Легко ли научиться варить? Обучение сварке видео может дать только теоретическую информацию и некоторые навыки, учиться всё же необходимо на своём личном опыте. От сварщика в первую очередь требуется подготовка оборудования и выявление всевозможных неисправностей. В целом же, сварщик должен в совершенстве владеть технологией сварочных работ, начиная от подготовительных работ и заканчивая зачисткой сварочного шва.
Обучение сварочным работам, как показывает практика, не совсем простое. Сложность заключается в том, что изменение любых параметров во время сварки (скорость работы, сила тока, скорость подачи проволоки или электрода, напряжение и т. п.) может отрицательно сказаться на итоговом результате.
Профессиональные же сварщики знают, как обращаться с различными видами металла (стали, сплавы, цветные металлы) и с помощью ручной дуговой сварки могут сваривать любые самые сложные металлоконструкции.

Как научиться варить ручной электросваркой?
Если нет желания или возможности проходить обучение в профессионально-технических училищах, можно научиться варить сваркой, видео или печатная информация помогут в этом. Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы.
Прежде всего, начинающему сварщику понадобится сварочный аппарат и электроды. Электродов желательно купить как можно больше (для начинающих лучше использовать электроды диаметром 3 мм), так как их будет испорчено достаточное количество до тех пор, пока начнёт получаться.
Сварка самоучитель – ход выполнения работ:
- Заранее необходимо подготовить ведро воды, так как даже небольшие остатки электрода могут вызвать воспламенение.
- Необходимо закрепить зажим с заземлением на свариваемой детали.
- Проверить, чтобы кабель был надёжно вставлен в держатель и хорошо изолирован.
- Выставить значение силы тока на панели управления сварочного аппарата (мощность тока должна соответствовать диаметру применяемого электрода).
- Пробовать зажечь дугу, установив электрод под углом примерно 60о к изделию.
- Провести электродом медленно по поверхности, а после того, как появится искра, необходимо приподнять электрод примерно на 5 мм от поверхности металла.
- Зазор в 5 мм нужно держать на протяжении всего времени сварочных работ.
ВАЖНО: нужно стараться получить устойчивую дугу в 3-5 мм между концом электрода и металлическим изделием. Если не удаётся зажечь дугу в 2-3 мм, можно попробовать увеличить силу тока на панели управления сварочного агрегата.
Сварка обучающее видео также может помочь научиться наплавлять валик. Дугу при этом нужно плавно перемещать по горизонтали с помощью колебательных движений. Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Технология ручной дуговой сварки
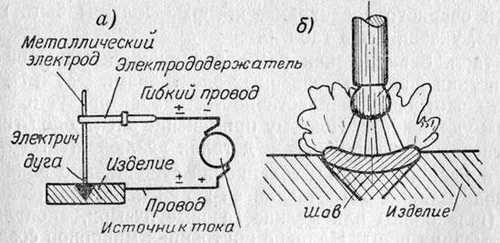
Благодаря поступлению сварочного тока от источника питания к электроду, образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного.
Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
Величина сварочной ванны обычно составляет 10-30 мм в длину, 8-15 мм в ширину и до 6 мм в глубину. Так как мы только учимся сварке, то такой разброс в значениях объясняется разными показателями: скоростью перемещения дуги на поверхности металла, конструкцией сварного изделия, выбранного режима сварки, формой и размерами кромок и т. п.
Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком.
Преимущества и недостатки ручной дуговой сварки
Преимущества:
- простота, лёгкая транспортабельность сварки;
- возможность исполнения сварочных работ в труднодоступных местах;
- возможность быстрого перехода от одной операции к другой;
- возможность сварки практически в любом пространственном положении;
- возможность сварки любых разновидностей сталей.
Недостатки:
- низкий уровень производительности и КПД;
- вредные условия сварочного процесса;
- зависимость качества шва от навыков сварщика.
swarka-rezka.ru
10 советов начинающему сварщику | Metall Store

Поскольку практически все металлоконструкции, которые представлены в нашем интернет магазине металлоконструкций «Метал-Сторе» производятся с использованием сварки, мы будем ей всегда уделять максимум внимания. Потому что мы ее любим. Потому что this is SVARKA!!!! Или хотя бы даже потому, что основатель этого хрупкого магазинчика — сварщик.
Так вот, в этой статье я постараюсь дать несколько полезных советов начинающим сварщикам. Те, кто знаком со мной лично, знает, что плохих советов я не даю. А если и даю, то чисто в целях эксперимента, посмотреть что же с этого получится. Но это шутка, правда! А може и нет 🙂 Так что будьте внимательны, когда слушаете чужие советы.
Совет первый
Не бегите впереди телеги или точнее – всему свое время. Для освоения профессии понадобятся годы и с этим ничего не поделаешь. Некоторые начинающие сварщики, которые только окончили обучение по профессии, берутся за сложные работы в виде «шабашек». Из-за нехватки опыта итог вполне предсказуем: брак, сорванные сроки работ, производственные травмы ввиду нарушения элементарных правил техники безопасности.
Совет второй
Век живи – век учись. Можно сказать и так: «Учиться, учиться и еще раз учиться». Не бойтесь спрашивать у опытных сварщиков об их методах работы. Старайтесь быть у них на «подхвате». Исследуйте свою профессию, будьте любознательным. Тут, конечно, есть «подводные камни». Бывает так, что сварщик шестого разряда, которому скоро на пенсию, по уровню подготовки еле вытягивает на третий разряд. Попасть к такому в ученики нежелательно. А таких немало. Мне приходилось встречать таких горе-мастеров. Отсюда вытекает следующий совет.
Совет третий
Доверяй, но проверяй. Это значит, что все надо проверять на практике. Другое дело, что не всегда могут быть такие возможности. Если вам наставник посоветовал держать электрод под определенным углом, то вы должны делать именно так, но при этом попробовать и другие варианты и после решить для себя как лучше. Мне приходилось иметь дело с начинающими сварщиками и я рад, если мой опыт и знания им пригодились. Но меня удивляет их состояние памяти и способности к обучению. Показываешь ему, как зажигать автоген, но он не запоминает простых действий, или другому объяснял, каким диаметром электрода варить какой металл. Такое ощущение, что общаешься с кошкой или собакой. Можно дрессировать, но нельзя научить. Я связываю это с тем, что состояние их организма весьма плачевное из-за систематического потребления продуктов, напичканных химией. Не все еще понимают, какие масштабы приняла «химизация» продуктов питания.
Совет четвертый
Делу время – потехе час, или, тише едешь – дальше будешь. При длительной работе накапливается усталость и может понизиться качество выполняемых работ. Фанатизм (читать как «всех денег не заработаешь») в работе идет во вред качеству и здоровью.
Совет пятый
Под лежачий камень вода не течет. Пожалуй, самый неоднозначный совет, который может показаться не вписывающимся в рамки хорошего и опытного работника. Считается, что проработавший много лет на одном месте – хороший и опытный специалист. Но это не годится для нашей профессии. Первое время надо поднабраться опыта и поэтому попробовать свои силы в сварке металлоизделий, металлоконструкций, труб, в ремонтных работах на транспорте и в сфере ЖКХ. Придется менять места работы. Обычно трудовая крутого сварщика исписана вдоль и поперек. Крутой сварщик работал в различных ремонтных организациях, на строительстве, на заводах и т. д. И на данный момент он знаком с различными способами, методами, приспособлениями. Последнее место, где остановился – уже, скорее всего, окончательный выбор. Приходилось встречать сварщиков высоких разрядов, много лет проработавших на одном месте, не умеющих выполнять потолочный шов. Такие сварные обычно работают на заводах, где все детали варятся в удобном положении нижним швом. Бывают и прямо противоположные случаи. Некто, сварщик шестого разряда, прекрасно варил трубы любого диаметра в любом пространственном положении. Он часто говорил: «Кто варит трубы – тот варит все». Это заблуждение. Если дать ему возможность посостязаться в изготовлении дверей или ворот со сварщиком – специалистом в этой сфере, то его проигрыш будет предсказуемым. Смена мест работы для сварщика благо. Это богатый опыт, который может пригодиться в профессии.
Совет шестой
Пьяному море по колено. Никогда не выполняйте сварку в состоянии алкогольного опьянения. Лучше покинуть работу, чем делать сварку «по пьянке». Этот совет актуален для Украины. Приходилось наблюдать как сварщик четвертого разряда наделал браку после того, как пьяным выполнял сварку. На следующий день он не верил своим глазам. Отрицал, что это его работа. Если конструкция ответственная, то тут все гораздо хуже. В одной строительной фирме, сварщик, не способный выполнять вертикальный шов, был направлен на объект, где в его задачи входили монтаж и установка балконов и ограждений на них. А теперь представьте, что чаще всего он выполнял эту работу в нетрезвом виде. Кстати, эти высотки уже заселены людьми, а строительная фирма давно не существует.
Совет седьмой
Семь раз отмерь – один раз отрежь. Это касается всех других советов. В первую очередь при смене места работы. При применении опасных методов работы также руководствуйтесь этим советом.
Совет восьмой
Одна голова хорошо – две некрасиво. Не стесняйтесь спрашивать совета у того, кто работает рядом. Гордость и самоуверенность не помогут в освоении профессии. Те, кто пренебрегает мнением людей, отсекает от себя целый пласт знаний. Иной раз можно получить неплохой совет, который поможет в работе.
Совет девятый
Дело мастера боится. Всегда выполняйте работу качественно. Даже если этого не требуется. Качественно выполнять работу – хорошая привычка, которая способствует повышению уровня мастерства. Как-то пришлось мне выполнять сварку бампера троллейбуса. Толщина металла позволяла мне выполнить красивый вертикальный шов.«Что ты с ним возишься? – говорил мне коллега по работе. – Все равно закрасится и видно не будет». Ему невдомек, что от качественно выполненной работы получаешь удовольствие.
Совет десятый
Когда у Вас не хватает идей на десятый совет, добавьте немного отсебятины, как это делаю я.
metallstore.com.ua
СОВЕТЫ СВАРЩИКУ

Советы сварщику помогут избежать непредвиденных обстоятельств и найти ответы на интересующие вопросы. Для начала подготовьте все необходимое: бытовой сварочный аппарат, электрод, защитную маску, а также молоток.
Из-за сильного ультрафиолетового излучения, которое при сварке создает электрическая дуга, можно обжечь роговицу глаза. Поэтому защитная маска необходима.
Искры, которые образует электрическая дуга при сварке, разлетаются в разные стороны и одежду, перчатки из тонких тканей без труда прожигают. Поэтому надевайте костюм из плотного материала.
К детали следует надежно прикрепить зажим «массы». Эти советы сварщику и в соответствии с ними принятые меры безопасности, помогут себя обезопасить.
Если в вашем арсенале имеется сварочный аппарат то, воспользовавшись советами для начинающих сварщиков можно приступать к его использованию.
А теперь несколько полезных советов начинающим сварщикам по поджогу дуги.
Для начала необходимо установить силу тока дуги до 110 ампер. Электрод следует выбрать синего цвета и диаметром от 2,5 до 3 мм. Он менее капризен при использовании и более мягок. Устанавливаем электрод в держателе под углом до 70 градусов. Надеваем маску и поджигаем дугу.  По заготовке проводим электродом со скоростью до 10 см в секунду. Под таким же углом следует прикоснуться к заготовке и сразу же приподнять электрод до образования зазора от 3 до 5 мм. После зажжения дуги следует стараться соблюдать этот зазор и одновременно перемещать электрод по горизонтали.
По заготовке проводим электродом со скоростью до 10 см в секунду. Под таким же углом следует прикоснуться к заготовке и сразу же приподнять электрод до образования зазора от 3 до 5 мм. После зажжения дуги следует стараться соблюдать этот зазор и одновременно перемещать электрод по горизонтали.
После того как все-таки удалось зажечь дугу, плавно перемещаем электрод по шву сварки, совершая колебательные движения в стороны на расстоянии до 3 мм. Советы по сварке помогут вам получить тот красивый и надежный шов.
При сваривании стыков следует учитывать тот факт, что образуется выпуклость шва расплавленным электродом. Для большего его проплавления необходимо увеличивать силу тока дуги. Для очистки шва от шлака, после того как он полностью остынет необходимо постучать по нему молотком.
Электроды следует хранить в отапливаемом помещении, чтобы они не отсырели. Следует регулярно проверять состояние сварочного аппарата, температуру его кожуха и состояние розеток и электрических проводов.
При наименьшем наклоне электрода шансы не прожечь металл увеличиваются. На качество шва, особенно для начинающего сварщика величина зазора электрода и металла формирует существенное влияние. Прожечь метал до дыр наиболее вероятнее при большой силе тока. Следует знать, что от толщины свариваемого металла зависит и величина силы тока.
elektrosvarshchik.ru