Как сварить котел в баню: Котел для бани своими руками: чертежи, как сварить
Содержание
Котел для бани своими руками
Баня на загородном участке давно перестала быть дорогостоящей роскошью. Она не только заменяет маленькую неудобную ванную или душевую, но и является местом, где вылечиваются многие болезни. Основным помещением внутри нее всегда являлась парилка, в которой устанавливалась каменная печь «каменка». Если заниматься возведением столь сложной конструкции нет времени, можно построить небольшой котел для бани своими руками из подручных средств: трубы, бочки и т. д.
Ниже представлены варианты обустройства и установки котла:
Для увеличения кликните по изображению
Содержание статьи:
- 1 Приступаем к работе
- 2 Видео о внутреннем устройстве банного котла
- 3 Делаем поддувало и топочную
- 4 Бак для воды
- 5 Как правильно установить банный котел
- 5.1 Обустройство дымохода
Приступаем к работе
Для того, чтоб самостоятельно соорудить надежный и несложный металлический котел, необходимо обзавестись следующими материалами:
- Полутораметровая труба диаметром более 0.
 5 м
5 м - Метровая труба диаметром около 0.35 см
- Стальные петли, ручки и задвижки
- Листовой металл
- Арматура для изготовления колосниковой решетки или уже готовая решетка
 5 м
5 мОчень важно обратить внимание на толщину выбираемого металла – не менее 0.8 см. Чем меньше будет данное значение, тем быстрее материал начнет прогорать и придется задумываться над изготовлением нового котла. Все те, кто ценит надежность и долговечность, могут рассмотреть варианты кирпичных печей.
Необходимо раскроить полутораметровую трубу на два отрезка:
- Первый, длиной 0.9 м, будет предназначаться для изготовления топочной части
- Второй, длиной 0.6 м, будет предназначаться для изготовления бака для воды
Если имеется возможность отыскать подходящего диаметра нержавеющую емкость для воды – это будет большим плюсом. Сталь, как и большинство иных металлов, в ближайшее время начнет покрываться ржавчиной.
Видео о внутреннем устройстве банного котла
 youtube.com/embed/EpP8ouFfeC8?feature=player_detailpage» allowfullscreen=»»>
youtube.com/embed/EpP8ouFfeC8?feature=player_detailpage» allowfullscreen=»»>
Если у вас возникает вопрос: как отапливать теплицу зимой ? — читайте ответ здесь
В собранном виде котел будет состоять из следующих зон:
- Поддувала и топочная
- Каменка
- Емкость с водой
- Дымоход
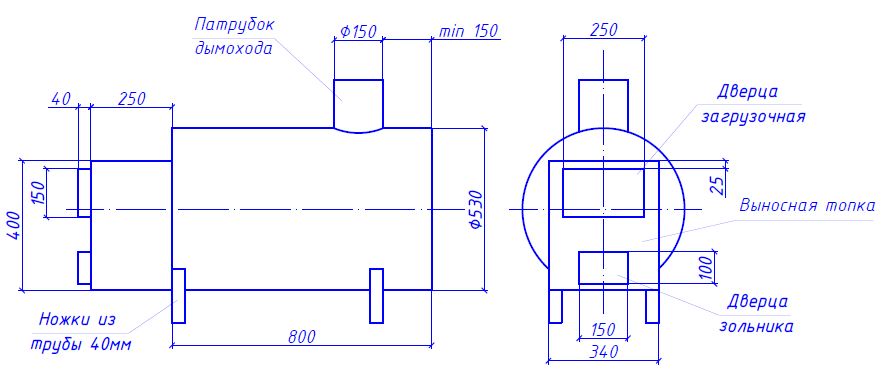
Ниже представлены несколько наиболее популярных вариантов чертежей:
Делаем поддувало и топочную
Вначале работы ведутся с большим отрезком трубы. Внизу у любого котла для бани своими руками необходимо болгаркой прорезать отверстие для зольника размером примерно 200х70 мм. Отрезанные куски не следует сразу выбрасывать в урну – они могут понадобиться, к примеру, в качестве основы для дверок. Останется лишь отшлифовать края, приварить завесы, ручку и задвижку.
Далее необходимо вырезать отверстие для топочной большего размера, например, 200х300 мм. Через него должна легко укладываться внутрь охапка дров. И снова из оставшегося кусочка делается дверца.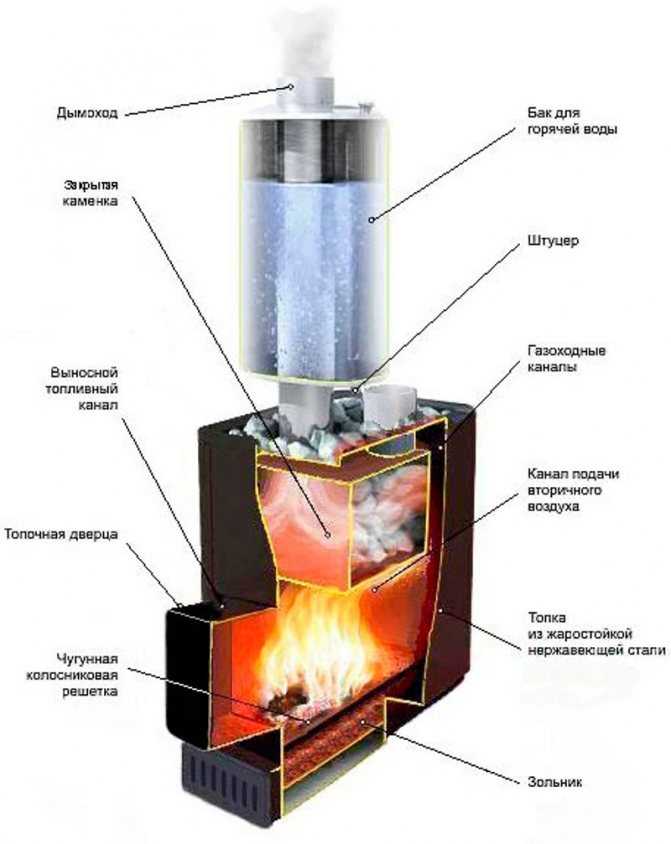
Теперь следует подготовить колосниковую решетку. Если готового подходящего изделия нет, его можно выкроить из стального листа 1.5-2 см и наделать необходимое количество прорезей при помощи болгарки. Второй вариант – уложить определенное количество арматурных прутков и сварить между собой, однако он менее долговечен.
Основное предназначение решетки, разделить топочную камеру и подувало. На нее будут укладываться горящие паленья, поэтому привариваться внутри трубы она должна максимально надежно. Через прорези будут осыпаться угли и зола.
Когда колосник будет установлен, можно из стального листа 1.5-3 мм вырезать дно для будущего котла и надежно снизу приварить. Так как устанавливать котел на него не рекомендуется, чтобы горячая поверхность не соприкасалась с полом или фундаментом, нужно сделать 3-4 ножки из широких уголков. Один из приемлемых вариантов – вварить днище таким образом, чтоб остался рант высотой 3-4 см, в котором вырежется подставка.
Приступаем к обустройству каменки
Когда топочная будет готова, нужно подумать над тем, какой из вариантов изготовления каменки выбрать:
- Берутся толстые арматурные прутья и сооружается решетка, напоминающая колосниковую, которая приваривается над топочной камерой
- Берется кусок трубы диаметром 0. 3-0.4 м и срезается верхняя часть, чтобы получился совок. Внутрь основной трубы он устанавливается перпендикулярно и наглухо приваривается
 3-0.4 м и срезается верхняя часть, чтобы получился совок. Внутрь основной трубы он устанавливается перпендикулярно и наглухо приваривается
3-0.4 м и срезается верхняя часть, чтобы получился совок. Внутрь основной трубы он устанавливается перпендикулярно и наглухо привариваетсяНа лицевой стороне котла прорезается еще одно отверстие и устанавливается дверца – через него будет вестись закладка камней
Если сравнивать оба варианта, второй будет надежнее и долговечнее, однако первый значительно проще и позволит камням прогреваться быстрее. Располагать каменку в обоих случаях необходимо на одной высоте – около 12-15 см от края сверху.
Бак для воды
Продолжаем варить котел для бани своими руками. Теперь нужно взять меньший отрезок трубы и приступить к изготовлению бака для воды. Снизу следует приварить дно из стали толщиной 0.6-0.8 см. Посередине днища проделывается отверстие, равное по диаметру дымоходной трубе. Последняя приваривается наглухо, при этом длина у нее должна быть больше высоты емкости для воды.
Когда углекислый газ и дым будут удаляться по трубе из топочной, они смогут отдавать свое тепло жидкости. Снизу емкости вваривают небольшой кран, через который будет набираться вода.
Снизу емкости вваривают небольшой кран, через который будет набираться вода.
Необходимо следить насколько герметично и качественно проварены швы. В противном случае топочное отделение будет заливаться водой или же часть угарного газа вместо дымоходной трубы будет попадать в помещение.
Вверху бак рекомендуется закрыть крышкой. Для этого вырезаются две полуокружности: первая приваривается наглухо, а вторая устанавливается на петли, чтобы иметь возможность свободно приоткрываться. Не стоит забывать, что сквозь крышку должна пройти дымоходная труба. Остается сварить между собой обе части котла. Бк можно дополнительно закрепить стальной муфтой.
Как правильно установить банный котел
Недостаточно сварить котел для бани своими руками, его необходимо грамотно установить. Если соблюсти несколько важных правил, в дальнейшем не нужно будет беспокоить себя о безопасности:
- Нельзя устанавливать каменку вплотную к стене, даже если она возведена из кирпича, минимальное удаление – 20 см
- Под печкой необходимо залить монолитную или выложить кирпичную площадку размером 0. 7х0.7 м и глубиной около 0.25 м
- Если выбран кирпичный фундамент, следует воспользоваться огнеупорными изделиями, которые между собой скрепляются печным глиняным раствором
- Устанавливать металлический котел нужно таким образом, чтобы его топочная дверца располагалась в сторону выхода
- Около стены, где будет устанавливаться котел, рекомендуется обустроить полки, при этом должна быть подобрана грамотно их высота, чтобы головой не касаться потолка
- На потолке нельзя размещать световые и прочие электрические приборы, так как он будет самой горячей поверхностью
 7х0.7 м и глубиной около 0.25 м
7х0.7 м и глубиной около 0.25 мВ деревянной бане рекомендуется изолировать металлическую печь и обложить ее при помощи огнеупорного кирпича. Это необходимо чтобы не допустить сильного разогревания древесины. Размеры кладки должны быть немного шире фундамента – 0.8х0.8 м. Высота делается равной 100-120 см.
Рекомендуем к прочтению руководство по установке электрокотла
Обустройство дымохода
Устанавливая дымоходную трубу, рекомендуется на высоте 0. 3-0.4 м от бака с водой приварить толстую металлическую пластину. Далее на ней будет выкладываться кирпичная трубы, посередине которой располагается задвижка для регулирования тяги.
3-0.4 м от бака с водой приварить толстую металлическую пластину. Далее на ней будет выкладываться кирпичная трубы, посередине которой располагается задвижка для регулирования тяги.
Видео о том как сделать проход трубы через потолок в бане своими руками
Так как дымоходная труба будет выходить наружу, она обязательно пройдет через крышу. Очень важно предусмотреть, чтобы она не соприкасалась с другими поверхностями напрямую:
- Проходя через кирпичную кладку, необходимо предусмотреть утолщение около 10-15 см
- Проходя сквозь деревянные конструкции, они должны быть надежно укрыты негорючим теплоизоляционным материалом, поверхность которого обрабатывается асбестом или глиняным раствором
- Участок трубы, который будет располагаться непосредственно внутри крыши, между потолком и улицей, обязательно белят или оштукатуривают
Последнее время набирают популярность керамические дымоходные трубы. Их основное преимущество – повышенные защитные свойства и способность противостоять высоким температурам. В комплекте продаются базальтовое волокно, труба и защитные блоки, устанавливаемые в качестве защитной оболочки.
Их основное преимущество – повышенные защитные свойства и способность противостоять высоким температурам. В комплекте продаются базальтовое волокно, труба и защитные блоки, устанавливаемые в качестве защитной оболочки.
Подводим итоги
Самое важное – безопасность. Металлические печи более пожароопасны, чем аналогичные кирпичные конструкции. Каждый этап следует продумывать до мельчайших деталей.
Имея пусть и малый опыт работ со сварочным аппаратом и желание, можно в короткие сроки смастерить котел для бани своими руками – простую и сложную конструкцию одновременно. По желанию, в нее можно внести некоторые конструкционные изменения, направленные на улучшение характеристик, надежности и долговечности.
Как сделать котел в баню своими руками: чертеж, изготовление, установка, покраска
Поскольку многие хозяева частных домов лично занимаются строительством бани, то у них закономерно возникает вопрос: как самому сделать котел в баню своими руками? Проще всего приобрести специальную печь заводского изготовления, но такой вариант не всегда доступен по цене. А недорогие котлы не впечатляют качеством сборки и материалов.
А недорогие котлы не впечатляют качеством сборки и материалов.
Конструкция самодельного котла для парилки
Чертеж самодельного котла в баню
Банные печи работают при других условиях, нежели дровяные котлы отопления, отсюда и различия в конструкции:
- Любой самодельный котел в баню лишен водяной рубашки, стенки топки отдают тепло непосредственно воздуху помещения.
- Корпус топки изготавливают из стали, поскольку сделать чугунное литье в домашних условиях нереально.
- Внутренние каналы для дымовых газов отсутствуют, а дымоход имеет минимальное число поворотов, так как температура газов на выходе высока. Результат – в месте поворота или соединения металл прогорает.
- Загрузочная дверца расположена в выносном канале. Камера сгорания находится в помещении парной, а загружать ее дровами нужно из предбанника, поэтому для прохода сквозь стену делается такой канал.
Как правило, котлы для бани самодельные изготавливают двух видов: цилиндрической и прямоугольной формы. Конструкция первых более доступна по материалам и проста в изготовлении. На изготовление прямоугольной печи потребуется больше финансовых и трудовых затрат, но в работе такие котлы лучше и более популярны.
Конструкция первых более доступна по материалам и проста в изготовлении. На изготовление прямоугольной печи потребуется больше финансовых и трудовых затрат, но в работе такие котлы лучше и более популярны.
Котлы цилиндрической формы
Проще всего сделать котел для бани из трубы с толстыми стенками (6—8 мм). Можно взять и тонкостенную трубу, а то и вовсе железную бочку, но долго такая печь служить не будет. Итак, труба диаметром 400—500 мм до 1 м в длину будет камерой сгорания. К ней следует приварить днище и крышку из стального листа толщиной не менее 5 мм. Такой котел в баню можно делать без колосниковой решетки, все операции производятся через загрузочную дверцу. Выносной канал для ее установки можно сделать прямоугольного или круглого сечения, длина его равна толщине стены бани.
Котел в баню из трубы
В центре крышки выполняется отверстие, к которому приваривается патрубок для дымохода. Регулировать интенсивность горения можно, установив в дымоходе заслонку, которая будет уменьшать тягу.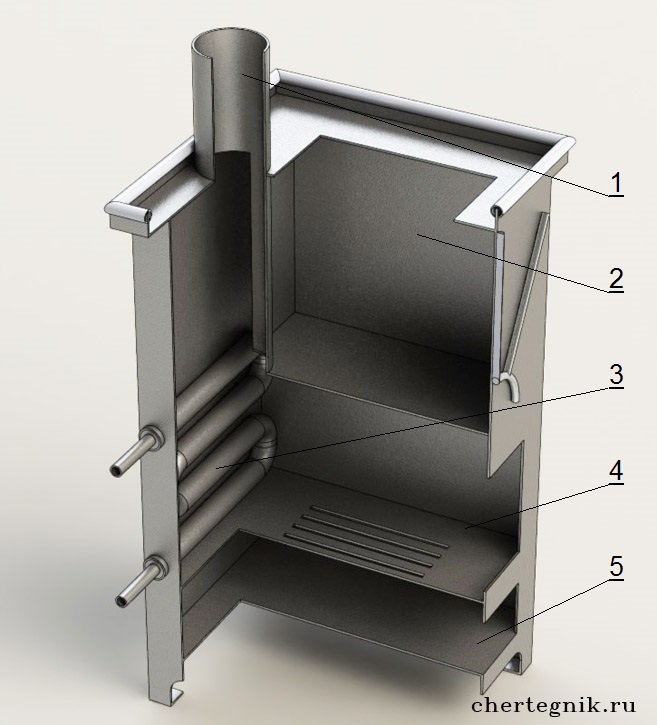 Но чаще делают отверстие в дверце и врезают в нее патрубок с заслонкой, как показано на рисунке.
Но чаще делают отверстие в дверце и врезают в нее патрубок с заслонкой, как показано на рисунке.
Бортик на котле
Самодельный котел в баню из трубы должен иметь каменку, здесь для нее приварен специальный бортик из стали толщиной 4 мм. Это простейшая модель печи, а трубу можно расположить и горизонтально, особенно если она имеет большой диаметр. Тогда дверцу нужно будет ставить с торца, а дымоход приваривать в конце трубы. Для устойчивости к корпусу топки нужно будет прикрепить опоры.
Самодельный котел для бани
Прямоугольные котлы
Перед тем как изготовить котел для бани прямоугольной формы, нужно подобрать листовой металл в необходимом количестве. Толщина его должна быть не менее 4 мм, при этом лучше подыскать легированную жаропрочную сталь. Если ее не окажется, можно взять и обычную, толщиной 5—6 мм. Чтобы растопить помещение парной объемом 20 м3, габариты камеры сгорания должны быть ориентировочно 450 х 450 при высоте 600 мм. В данном случае рассматривается топка, стоящая вертикально. Ориентация в пространстве не играет особой роли, все зависит от наличия свободного места.
В данном случае рассматривается топка, стоящая вертикально. Ориентация в пространстве не играет особой роли, все зависит от наличия свободного места.
Прямоугольный котел для бани
Дальнейшая инструкция о том, как сварить котел для бани своими руками:
- Разметить стальной лист и выполнить его раскрой с помощью болгарки. Порезать полосовой металл на ребра жесткости, трубы для воздушной заслонки и дымохода.
- Сварить корпус топки. Прорезать внизу фронтальной части отверстие для дверцы, а в крышке – для патрубка дымохода. Приварить патрубок как показано на рисунке, а также выносной канал для загрузки дров.
- Ко всем стенкам камеры сгорания приварить ребра жесткости из полосы толщиной 4 мм. Кроме упрочнения конструкции ребра улучшают теплообмен между топкой и воздухом помещения.
- Изготовить и установить загрузочную дверцу с регулируемыми петлями и запорным механизмом. В тело дверцы можно врезать патрубок с воздушной заслонкой, которая будет регулировать подачу воздуха для горения.
- Прикрепить борта для устройства верхней каменки. Такая конструкция не является обязательной, часто весь котел ограждают сеткой и пространство между ней и корпусом доверху засыпают камнями .

Принцип сборки горизонтальной печи мало чем отличается, его можно осуществить, изучив чертеж для котла в баню:
Чертеж для котла в баню
В этой конструкции каменка погружена внутрь топки за счет углубления сверху корпуса. Камни будут отлично прогреваться, но объем камеры сгорания уменьшается. Здесь предусмотрена установка колосниковой решетки и дверцы зольника, в этом случае врезать заслонку для воздуха в загрузочную дверцу не нужно.
Рекомендации по установке
Задолго до того как сделать котел для бани, надо определиться с расположением и диаметром дымоходной трубы. Конструкция самодельной печи должна учитывать эти моменты, чтобы потом не пришлось делать несколько поворотов дымохода, это повлияет на срок его службы. Если же вы решили разместить на трубе бак для нагрева воды, то она должна прямо подниматься и уходить через кровлю. Начиная с подшивки потолка, и до самого конца рекомендуется для дымохода применять двухслойные трубы типа «сэндвич». Температура уходящих газов в нем достаточно высокая, поэтому труба не должна напрямую контактировать с элементами потолка и кровли. Подробная схема как установить котел в баню представлена на рисунке.
Начиная с подшивки потолка, и до самого конца рекомендуется для дымохода применять двухслойные трубы типа «сэндвич». Температура уходящих газов в нем достаточно высокая, поэтому труба не должна напрямую контактировать с элементами потолка и кровли. Подробная схема как установить котел в баню представлена на рисунке.
Установка котла
Агрегат нельзя ставить на полы, для него нужно выполнить фундамент в виде плиты из бетона или кирпича. Облицованные деревом поверхности стен, которые находятся рядом, необходимо защитить от теплового потока с помощью экранов из базальтовых материалов. Некоторые домовладельцы задумываются о том, чем покрасить котел в бане с целью облагородить интерьер. Существуют специальные промышленные высокотемпературные краски, но их использование нецелесообразно. Температура горения дров – 600 ºС, любую краску придется часто обновлять, а стоимость ее очень высокая. Лучше устроить каменку на весь корпус, как рассказывалось выше или обложить котел керамическим кирпичом.
Статья в тему: Как сварить печь для бани из трубы
Заключение
Зная, как сделать котел в баню собственными силами, можно не только сэкономить средства, но и собрать печь конкретно под свою парилку, рационально используя пространство помещения. В процессе работы самодельный котел можно модернизировать, например, приварить снаружи топки нержавеющие трубы для заливки в них воды с целью «поддать пару».
Как закрепить чугун без сварки – 3 метода и руководства
Последнее обновление
Чугун используется во многих промышленных и бытовых конструкциях. Это жизненно важный полезный материал, используемый в самых разных целях, от печей до двигателей. По своей природе чугун хрупкий. Тем не менее, он может быть восприимчив к разрывам и трещинам, если не поддерживать его в хорошем состоянии. Трещины на чугуне могут быть вызваны температурными градиентами, сильными колебаниями температуры и физическими ударами в результате падения чугуна на твердую поверхность. Когда ваше оборудование, сделанное из чугуна, трескается, это может вызывать разочарование и стресс. К счастью, это можно исправить с меньшими затратами времени и хлопот.
Трещины на чугуне могут быть вызваны температурными градиентами, сильными колебаниями температуры и физическими ударами в результате падения чугуна на твердую поверхность. Когда ваше оборудование, сделанное из чугуна, трескается, это может вызывать разочарование и стресс. К счастью, это можно исправить с меньшими затратами времени и хлопот.
Несмотря на то, что вы можете починить чугунные детали с помощью сварки, это может быть сложно, так как вы можете нанести дополнительный ущерб в процессе. Есть несколько идеальных методов, которые вы могли бы использовать для ремонта чугуна, не требующего сварки. К таким методам относятся пайка твердым припоем, использование эпоксидной замазки и использование холодного сшивания металлом.
При ремонте чугунных изделий рекомендуется использовать идеальные методы. Использование неправильной техники может привести к дальнейшему повреждению вашей работы, что сделает ремонт невозможным. Хотя сварка обычно является предпочтительным методом соединения металлических деталей, она может быть не идеальной для некоторых деталей из чугуна, требующих некоторых технических действий.
Эта статья даст вам столь необходимое понимание того, как можно крепить чугунные детали без сварки.
Давайте приступим.
Как закрепить чугун с помощью прошивки холодным металлом
Прошивка холодным металлом идеально подходит для фиксации растрескавшегося чугуна, который невозможно отремонтировать обычными методами, такими как сварка. В этой методике реализуются специализированные вставки, соединяющие поврежденный металл независимо от характера трещины. Разные куски чугуна, разделенные трещиной, сшиваются холодной металлической строчкой.
Холодная прошивка металлом является популярным методом и является идеальным решением для ремонта конструкций, которые нельзя легко заменить или демонтировать. Строители также могут использовать этот метод для восстановления старых зданий, чтобы сохранить оригинального архитектора и ручную работу.
В отличие от сварки этот метод также подходит для ремонта судов и железнодорожных локомотивов. Когда двигатель корабля блокируется, вместо того, чтобы заменить его новым, вы можете использовать переключение холодного металла, чтобы починить его.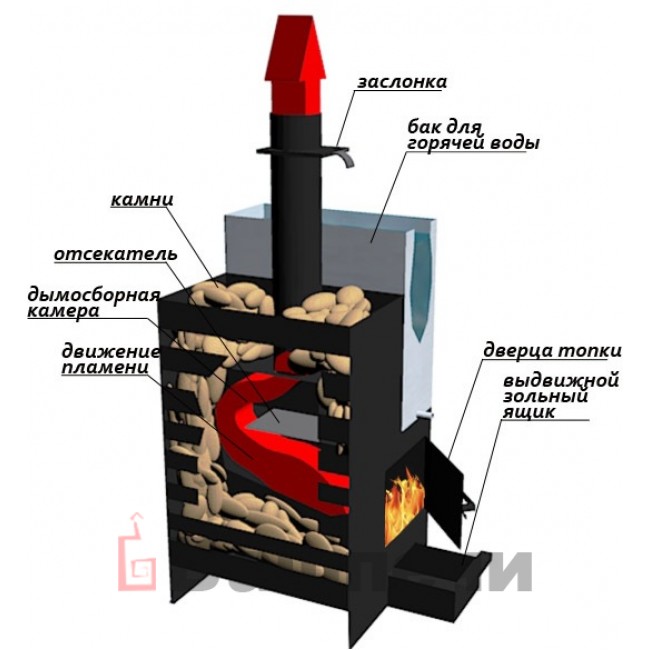 Эта процедура популярна в строительстве, автомобильной промышленности, горнодобывающей промышленности, крупных двигателях, на транспорте и во многих других важных областях.
Эта процедура популярна в строительстве, автомобильной промышленности, горнодобывающей промышленности, крупных двигателях, на транспорте и во многих других важных областях.
Ниже приводится пошаговая инструкция по ремонту чугуна методом холодной прошивки.
1. Диагностика трещины в чугуне
Предоставлено: Bluesnap, Pixabay
Рассмотрение рассматриваемой трещины является первым шагом в процессе холодного сшивания. Этот метод идеально подходит для чугунных деталей толщиной от 3/16 дюймов до 1 фута. Длина трещины не имеет значения. Характер трещины определит, можно ли ее исправить, или вам нужно полностью создать другую чугунную отливку.
2. Сверление отверстий
Изображение предоставлено Международной ассоциацией Metalock, Wikimedia Commons CC 4.0
Вторым этапом процедуры холодного сшивания металла является сверление отверстий вдоль трещины. Отверстия должны располагаться через равные промежутки времени. Для достижения наилучших результатов рекомендуется использовать направляющую для точного сверления отверстий вдоль трещины. Набор отверстий не обязательно должен иметь одинаковое общее количество. Идея состоит в том, чтобы сделать точки сшивания прочными, чтобы скрепить потрескавшийся чугун.
Для достижения наилучших результатов рекомендуется использовать направляющую для точного сверления отверстий вдоль трещины. Набор отверстий не обязательно должен иметь одинаковое общее количество. Идея состоит в том, чтобы сделать точки сшивания прочными, чтобы скрепить потрескавшийся чугун.
3. Соединение рядов отверстий
Изображение предоставлено: Jpmort, Wikimedia Commons CC 4.0
После сверления отверстий для сшивания вам потребуется соединить их вместе. Чтобы укрепить треснувший чугун, отверстия облегчат вставку ключей. Вам понадобится гигантское долото, чтобы соединить отверстия, не создавая щели в металле. Круглые выступы отверстий, которые были просверлены, будут служить точками удержания, когда ключи будут вставлены. Крайне важно сохранить внешний диаметр просверленных отверстий при их соединении.
4. Установка металлических швов или металлических ключей
Изображение предоставлено Jpmort, Wikimedia Commons CC 4. 0
0
Наиболее важным компонентом этого процесса являются металлические ключи. Они обеспечивают прочность, необходимую для скрепления треснувших частей после ремонта. Высокопрочный металл имеет большое значение при холодном сшивании металла. В противном случае вам придется повторить процедуру, так как она может оказаться неэффективной.
В идеале просверленные отверстия на первом этапе должны быть такой же длины, как и металлические ключи. Таким образом, металлические шпонки добавят столь необходимую прочность всей поверхности чугуна, что предотвратит появление новых трещин. Между просверленными отверстиями и металлическими ключами должно быть плотное прилегание, чтобы создать прочную связь. Между металлическими клавишами и оригинальной деталью не должно быть зазоров.
Если на исходной поверхности детали имеется избыток материала, вам не следует беспокоиться об удалении лишнего материала в процессе чистовой обработки.
- См. также: Как отремонтировать кованое железо без сварки
5. Сшивание стежков
Сшивание стежков
Изображение предоставлено: Jpmort, Wikimedia Commons
Недостаточно полагаться на металлические ключи, вставленные в потрескавшуюся чугунную деталь. Это потому, что они могут быть недостаточно прочными, чтобы выдерживать сильное давление и жару; таким образом, они могут сломаться. Таким образом, вам нужно будет соединить винты между металлическими ключами. Ставьте их относительно близко к соседним шурупам и металлическим сшивающим шпонкам, которые вы установили. Связь между отремонтированным металлом и треснувшим чугуном может быть более прочной после затягивания стежков.
Как и в случае с металлическими ключами, ничего страшного, если из-за установленных винтов торчит лишний металл. Лишний материал пригодится при отделке поверхности; он будет выглядеть как один цельный кусок чугуна. Выравнивание заподлицо с поверхностью оригинальной чугунной детали поможет устранить слабые места и вероятность повторного появления трещин.
6. Удаление лишнего материала
Удаление лишнего материала
Заключительный этап процесса холодного сшивания металла включает удаление лишнего материала со сшивающих винтов и металлических ключей, которые вы вставили. Используя долото, удалите как можно больше металлического материала. Затем используется инструмент для шлифовки, чтобы отшлифовать остальную часть. Полировка жизненно важна, поскольку она помогает восстановить чугунную деталь в том виде, в котором она была изначально. Следы ремонта должны быть скрыты под лишним металлом для чистого внешнего вида.
Использование эпоксидной замазки для ремонта треснувшего чугуна
Чтобы предотвратить легкое растрескивание чугунных деталей, необходимо правильно ухаживать за ними. Было бы лучше, если бы вы также хранили его в сухих условиях, чтобы он не ржавел. Тем не менее, если появятся какие-либо трещины, вы можете исправить чугунные детали с помощью эпоксидной замазки, следуя следующей пошаговой процедуре.
- Во-первых, купите эпоксидные замазки, такие как Quick Steel или JB Weld, в ближайшем хозяйственном магазине. Эти два типа эпоксидных смол будут служить клеем, прилипать к чугуну и надежно запечатывать трещину.
- Используя наждачную бумагу с зернистостью 80, отшлифуйте чугун, чтобы удалить краску и ржавчину, которые могут покрывать трещину. Чтобы избежать расширения трещины, используйте движения вперед и назад вместо круговых движений. Этот процесс помогает очистить поверхность чугунного литья, удаляя вещества, находящиеся поверх трещины.
- С помощью тряпки, воды и мыла тщательно очистите трещины и поверхность. Прежде чем продолжить, дайте чугуну высохнуть.
- Следуя инструкциям производителя, перемешайте эпоксидную смолу. На плоскую поверхность выдавите немного. Вы можете использовать шпатель и кусок картона, чтобы смешать его.
- Затем смесь шпатлевки наносится на треснувший чугун и на него. Вы должны соскрести излишки смеси с помощью шпателя до того, как она высохнет. Перед работой с отремонтированным чугуном рекомендуется подождать 24 часа.
- Завершающим этапом ремонта чугунных деталей с помощью эпоксидной шпаклевки является закрашивание заделанной трещины. Это помогает повысить долговечность и гарантировать, что отремонтированная треснутая деталь соответствует остальной части чугунной детали.
 Эти два типа эпоксидных смол будут служить клеем, прилипать к чугуну и надежно запечатывать трещину.
Эти два типа эпоксидных смол будут служить клеем, прилипать к чугуну и надежно запечатывать трещину. Это помогает повысить долговечность и гарантировать, что отремонтированная треснутая деталь соответствует остальной части чугунной детали.
Это помогает повысить долговечность и гарантировать, что отремонтированная треснутая деталь соответствует остальной части чугунной детали.- См. также: Как заполнить отверстия в металле без сварки (быстро и просто)
Использование пайки для фиксации растрескавшегося чугуна
Хотя чугун является жестким материалом, он подвержен разрывам и трещинам. Еще одним эффективным способом устранения трещин без сварки является пайка. В отличие от традиционной техники сварки, используемой для ремонта металлических изделий, при пайке используется минимальное количество тепла для фиксации чугунных деталей. Этот метод обычно используется для исправления трещин на чугунных изделиях.
Ниже приведено пошаговое руководство по ремонту треснувшей чугунной детали методом пайки.
- Присадочный стержень выбирается в зависимости от применения детали из чугуна. Присадочные стержни, которые используются для пайки чугуна, часто изготавливаются из латуни или никеля. Некоторые производители и специалисты по металлоконструкциям используют присадочные прутки с флюсом, тогда как другие предпочитают использовать различные флюсы при пайке.
- После выбора нужного наполнителя необходимо подготовить поверхность трещины на чугунной детали. Перед пайкой поверхность трещины необходимо тщательно очистить от окислов и загрязнений. С помощью шлифовального станка поверхность трещины следует отшлифовать, придав ей поперечное сечение U-образной формы. Эта процедура позволяет припою избегать концентрации напряжений и полностью затекать в трещину.
- Щеткой из нержавеющей стали следует очищать отшлифованную поверхность после шлифовки чугунной детали. Эта процедура помогает гарантировать, что любые частицы, оставшиеся после измельчения, будут удалены.
- Чугунная деталь должна быть нагрета. Попытка использовать горелку для пайки более холодных частей чугуна может привести к дальнейшей деформации и растрескиванию. Таким образом, другие типы источников тепла, такие как горелка для травы, духовка или газовый гриль, могут использоваться для медленного нагревания чугунной детали.
- Затем кусок чугуна кладут на рабочую поверхность и при необходимости закрепляют. В процессе пайки некоторые важные детали могут нуждаться в нагреве, особенно если трещина значительная, и процесс пайки может занять некоторое время. Для поддержания температуры изделия рекомендуется использовать внешний нагреватель.
- Затем вам необходимо нагреть поверхность трещины с помощью горелки для пайки до такой степени, что она станет ярко-красной. Затем на поверхность трещины помещается наполнительный стержень. Для эффективного процесса пайки рекомендуется, чтобы температура поверхности была очень высокой, чтобы материал присадочного стержня мог легко затекать в трещину. Продвигаясь вниз по трещине, вы можете использовать горелку для пайки для поддержания локальной температуры.
- Наконец, поместите отремонтированную деталь в емкость с песком и полностью засыпьте ее песком. После процедуры пайки фиксированное количество чугуна следует очень медленно охлаждать. Чугун может треснуть, если оставить его на воздухе для охлаждения. Отремонтированную деталь рекомендуется оставить в песке как минимум на сутки и дольше, если домен значителен.
 Некоторые производители и специалисты по металлоконструкциям используют присадочные прутки с флюсом, тогда как другие предпочитают использовать различные флюсы при пайке.
Некоторые производители и специалисты по металлоконструкциям используют присадочные прутки с флюсом, тогда как другие предпочитают использовать различные флюсы при пайке.
 Отремонтированную деталь рекомендуется оставить в песке как минимум на сутки и дольше, если домен значителен.
Отремонтированную деталь рекомендуется оставить в песке как минимум на сутки и дольше, если домен значителен.Как подготовить треснувшую чугунную деталь перед ее ремонтом
Покупка новой чугунной детали может быть дорогостоящей; таким образом, вам следует подумать о его ремонте. Как только вы решите отремонтировать свой чугун, независимо от методов, упомянутых выше, которые вы, возможно, захотите использовать, вы должны тщательно очистить его, чтобы удалить грязь, жир и оксиды.
Ниже приведены рекомендации по очистке чугунных деталей перед их ремонтом.
Помимо растрескивания, изделия из чугуна могут покрыться ржавчиной или обгореть. Если ваш чугунный предмет сгорел, вы можете сначала рассыпать соль на его поверхность. Для очистки поверхности можно использовать скраб или мягкую щетку. Для более эффективной очистки идеально использовать влажную щетку. Тем не менее, вы должны использовать пластиковый скребок, если ожог стойкий, чтобы удалить пригоревшие вещества с поверхности.
Если ваш чугунный предмет заржавел, вы можете использовать скраб и моющее средство, чтобы избавиться от ржавчины. Ржавчина может повредить ваш чугунный предмет, если ее вовремя не устранить. Приправа также может быть средством, если уровень ржавчины высок.
Предположим, что ваш треснувший чугунный предмет обесцветился, вы можете тщательно почистить его стальной мочалкой, чтобы удалить все частицы на нем. Это помогает устранить любые следы грязи на металлическом изделии. После очистки вымойте изделие теплой водой с мылом и дайте ему высохнуть. Цвет вашей чугунной детали будет восстановлен.
После того, как ваша чугунная отливка будет чистой и сухой, вы можете отшлифовать ее, чтобы устранить такие дефекты, как пористость, подготовив треснутую поверхность к ремонту.
Bottom Line
Треснувший чугун — это не конец вашей работы; вы можете быстро отремонтировать его и восстановить его функциональность. Не обязательно использовать сварку. Некоторые из методов, которые вы можете использовать, чтобы исправить это, включают эпоксидную замазку, холодную металлическую прошивку и металлическую пайку в соответствии с процедурами, описанными выше. Благодаря этому теперь вы можете встать и эффективно восстановить треснувший чугун.
Благодаря этому теперь вы можете встать и эффективно восстановить треснувший чугун.
Если вам необходимо выполнить другие склеивающие работы без сварки, ознакомьтесь с некоторыми из наших других практических руководств ниже:
- Как заменить панели порогов без сварки
- Как соединить металл с металлом без сварки
- Как заполнить отверстия в металле без сварки (быстро и просто)
Авторы избранных изображений: Ernest_Roy, Pixabay
- Как закрепить чугун с помощью холодного сшивания металла
- 1. Диагностика трещины в чугуне
- 2. Сверление отверстий
- 3. Соединение рядов отверстий
- 4. Установка металлических петель или металлических ключей
- 5. Сшивание петель вместе
- 6. Удаление лишнего материала
- Использование пайки для ремонта треснувшего чугуна
- Как подготовить чугунную деталь с трещинами перед ее ремонтом
- Практический результат
8
8
Как сваривать чугун: полное руководство )
Последнее обновление
Изображение предоставлено: CC0 Public Domain, Max Pixel
Это кошмар для любого владельца чугунного станка, чтобы взломать или сломать жизненно важный литой компонент. Это может означать тысячи долларов на запасные части или сотни долларов на наем специалиста по сварке чугуна. Можно выбрать любой вариант, но если вы умеете сваривать и готовы освоить новый навык, сварка самостоятельно может решить вашу проблему так же легко.
Чугун — один из самых сложных материалов для сварки. Неправильное движение может еще больше испортить сломанную деталь или, что еще хуже, сделать сварной шов прочным, хотя внутри он слабый. Поэтому знать, что вы делаете, важнее, чем когда-либо. Следование набору рекомендаций по сварке чугуна должно гарантировать, что ваши сварные швы не будут иметь трещин и что внутренняя прочность будет достаточной, чтобы выдержать назначение компонента.
Определение типа чугуна
Первым этапом этого вида сварки является определение типа чугуна. Существует множество типов, и вам не захочется сваривать большинство из них. Вот список их свариваемости:
Существует множество типов, и вам не захочется сваривать большинство из них. Вот список их свариваемости:
Серый чугун: Трудно свариваемый.
Белый чугун: Практически не поддается сварке.
Ковкий чугун: Поддается сварке, но редко, так как это сложный и медленный процесс.
Ковкий чугун: Не сваривается, так как сварка изменяет свойства металла, делая его бесполезным.
Лучший способ определить, какой тип чугуна требует сварки, — это обратиться к руководству по продукту или связаться с производителем, если это не указано на материале. Есть небольшая разница во внешнем виде свежих трещин на материале, но если у вас нет опыта в определении этого, стоит узнать об этом у производителя.
Серый чугун является наиболее распространенным типом свариваемого чугуна, и это должен быть единственный чугун, который вы пытаетесь сплавить, если у вас нет опыта его литья или сварки. Еще одним хорошим вариантом является помощь опытного человека.
Выберите процесс сварки
После того, как вы определили, что материалом является серый чугун, следующим шагом будет выбор процесса, который вы будете использовать для его сварки. Вы можете сваривать чугун любым сварочным процессом при условии, что вы используете правильный присадочный материал и метод сварки. В первую очередь это зависит от личных предпочтений, но есть несколько факторов, которые следует учитывать при сварке чугуна.
Если вы свариваете обработанную поверхность, лучшим вариантом будет сварка TIG. Брызги от сварки MIG или дуговой сварки могут без необходимости повредить части обрабатываемой поверхности, которые не подлежат сварке. Сварка TIG не должна вызывать проблем с разбрызгиванием.
Кислородно-ацетиленовая сварка — еще один вариант, часто используемый для сварки чугуна. Это хороший вариант минимизировать экстремальный нагрев и охлаждение процессов электросварки, с ним легче поддерживать температуру компонентов.
Пайка на самом деле не сварка, так как она не сплавляет металл, как сварка. Тем не менее, это хороший вариант, если по какой-то причине у вас возникли проблемы со сваркой. Убедитесь, что поверхности, к которым будет прилипать припой, хорошо очищены, так как он не прилипнет к грязному или ржавому железу.
Тем не менее, это хороший вариант, если по какой-то причине у вас возникли проблемы со сваркой. Убедитесь, что поверхности, к которым будет прилипать припой, хорошо очищены, так как он не прилипнет к грязному или ржавому железу.
Сварка электродом и сварка MIG являются желательными вариантами с подходящими расходными материалами. Неправильный присадочный металл, скорее всего, приведет к растрескиванию, поэтому убедитесь, что вы знаете, что сварка чугуна — это правильный выбор.
Изображение предоставлено: летчик 1-го класса Дэвид Берналь Дель Агуа, авиабаза Маконнелл
Выберите присадочную проволоку или электрод
Существует лишь небольшой ассортимент присадочной проволоки и электродов, которые должным образом сваривают чугун. Большинство доступных сплавов, которые не были разработаны специально для чугуна, остывают слишком быстро и вызывают трещины от напряжения или не сплавляются должным образом с чугуном.
Расходные материалы для электродов и проволоки
Высокое содержание никеля: это лучший тип электрода или проволоки, так как он мягкий и поддается механической обработке.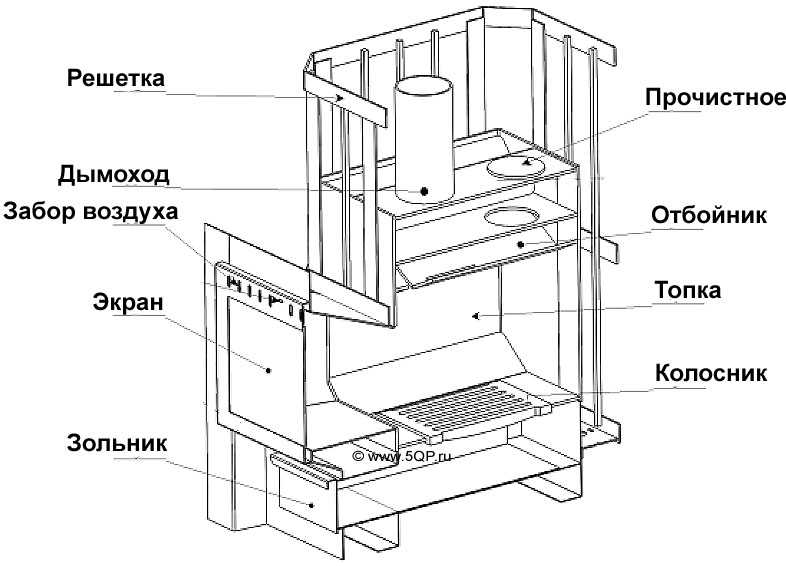 Он не слишком быстро остывает и выглядит так же, как чугун. Однако это самые дорогие расходные материалы, которые не подходят для сварки толстых профилей.
Он не слишком быстро остывает и выглядит так же, как чугун. Однако это самые дорогие расходные материалы, которые не подходят для сварки толстых профилей.
Смесь 55% никеля, 45% железа: это более доступная цена и при сварке выглядит так же, как чугун. Он дает обрабатываемый сварной шов, хотя он намного тверже, чем сварные швы с 99% никеля. Он имеет гораздо меньшую усадку при сварке, чем большинство железных стержней, что означает, что он сводит к минимуму растрескивание.
Железо: этот тип стоит дешевле и дает сварной шов другого цвета, чем чугун. Его гораздо сложнее использовать, так как он имеет более высокие свойства усадки. Он также не поддается механической обработке, так как затвердевает в процессе сварки, но его можно отшлифовать.
Нержавеющая сталь: Чугун, сплавленный с аустенитной нержавеющей сталью, не затвердевает и не меняет свойства так сильно с расходными материалами из железа. Нержавеющая сталь значительно расширяется и сжимается во время нагрева и охлаждения в процессе сварки, поэтому ее сложно использовать. Однако он используется для сварки чугуна и позволяет получить обрабатываемую поверхность.
Однако он используется для сварки чугуна и позволяет получить обрабатываемую поверхность.
Пайка бронзы: Вы можете использовать кислородно-ацетиленовую пайку или использовать стержни с помощью сварочного аппарата TIG. Это хороший способ обеспечить прочную фиксацию в трещине или между двумя компонентами, требующими соединения, при этом не вызывая растрескивания и изменения свойств чугуна.
- См. также: Как отремонтировать кованое железо без сварки
Очистка и наждачная обработка поверхностей сварки
Как и в большинстве случаев сварки, чем чище поверхность, тем качественнее будут сварные швы. Иногда материал, который вы свариваете, имеет запасы дыма или масла на протяжении всей отливки, и это вызывает проблемы при сварке. Есть определенные вещи, о которых нужно знать, когда вы свариваете чугун.
Использование расходных материалов для сварки, таких как стержни из сплава для сварки чугуна MG-289, которые предназначены для загрязненного чугуна, является лучшим способом обеспечить достаточный сварной шов.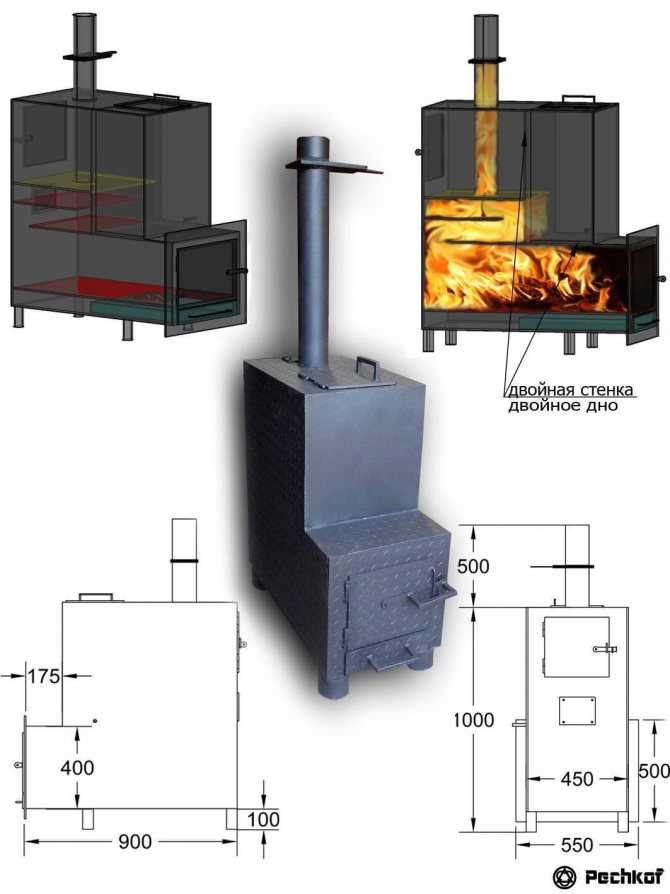
Проклевка — это процесс постукивания по мягкому сварному шву при его охлаждении молотком с шариковым бойком для предотвращения растрескивания. Это следует делать с осторожностью и только тогда, когда сварной шов может деформироваться, но это не всегда необходимо, так как в первую очередь причиной появления трещин является неравномерный или быстрый нагрев или охлаждение детали. Предварительный нагрев и медленное охлаждение вашего проекта — вот что самое важное.
Изображение предоставлено: 6782865, Pixabay
Предварительный нагрев или холодная сварка?
Существуют разные мнения о том, следует ли сваривать горячим или холодным способом. Все согласны с тем, что предварительный нагрев — хороший вариант, но есть несколько человек, которые считают, что сварки с минимальным нагревом также достаточно.
При принятии решения о том, как сваривать чугун, необходимо использовать один из этих подходов, поскольку в отличие от большинства металлов чугун является хрупким и имеет очень минимальную способность к деформации при изгибе или расширении и сжатии. Тепло всегда оказывает деформирующее воздействие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и трещины.
Тепло всегда оказывает деформирующее воздействие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и трещины.
Предварительный нагрев сводит к минимуму этот эффект, приближая окружающую область сварного шва к температуре сварки, обеспечивая равномерное изменение всего компонента. Чугун меняет характеристики при температуре более 1400 градусов по Фаренгейту, поэтому очень важно не подвергать компонент чрезмерному нагреву.
Считается, что сварка чугуна в холодном состоянии без предварительного нагрева и с использованием минимального тепла способствует снижению общей температуры. Это может быть полезно, так как не образуются видимые трещины, и это будет более прочный шов, чем горячий шов без предварительного нагрева. Тем не менее, внутреннее напряжение все еще возникает, что может проявиться позже в течение срока службы компонента, и в целом оно приводит к более слабому сварному шву, чем при правильном предварительном нагреве перед сваркой.
Опытные сварщики чугуна, которые занимаются ремонтом или изготовлением чугунных изделий регулярно и только предварительно нагревают. Это лучший способ обеспечить внутреннюю прочность сварного шва, а не только отсутствие видимых трещин.
Медленное охлаждение
Одним из важнейших этапов сварки чугуна является процесс охлаждения. Вы никогда не должны охлаждать сварной шов чем-либо холодным, например, водой или сжатым воздухом. Вместо этого, чем медленнее охлаждается весь компонент, тем лучше.
Некоторые сварные швы охлаждаются в течение многих дней, но серый чугун не так критичен. Помещение свариваемой детали в песок или теплую печь может помочь ей остыть медленно и более равномерно, чем если бы она лежала на столе. Иногда добиться этого сложнее, и вы все равно можете получить качественный сварной шов без чрезмерного увеличения времени охлаждения. Однако чем медленнее он остывает, тем лучше будет результат.
См. также: Сколько стоит сварка дифференциала? Цены и руководство
Заключение: Как сварить чугун
Сварка чугуна – непростая задача. Это требует значительно большей подготовки и осторожности в процессе сварки и охлаждения. Тем не менее, это металл, который обычно сваривают, и из него можно получить прочный компонент, который будет служить так же хорошо, как литой продукт без сварки.
Это требует значительно большей подготовки и осторожности в процессе сварки и охлаждения. Тем не менее, это металл, который обычно сваривают, и из него можно получить прочный компонент, который будет служить так же хорошо, как литой продукт без сварки.
Обязательно выполните все необходимые шаги по сварке чугуна, и вы получите результаты, необходимые для вашего следующего чугунного проекта. Если вы сделаете какие-либо сокращения, сварной шов, скорее всего, треснет или будет внутренне слабым и может не прослужить долго.
Мы надеемся, что вам понравится успешная сварка чугуна с помощью этого руководства. Не стесняйтесь оставлять нам свои комментарии ниже в нашем разделе комментариев.
Источники
- https://www.welding-advisers.com/Welding-ductile-iron.html
- https://www.esabna.com/euweb/oxy_handbook/589oxy15_3.htm
- https://www.lincolnelectric.com/en-us/support/welding-how-to/Pages/welding-cast-iron-detail.aspx
- https://weldingwire.
