Инструкция сварочного аппарата для полипропиленовых труб: Сварка полипропиленовых труб, подробная инструкция
Содержание
Инструкция на сварочный аппарат для сварки ПНД, ПЭ труб
3. Эксплуатация машины и управление процессом сварки
Внимательно ознакомьтесь с МЕРАМИ ПРЕДОСТОРОЖНОСТИ и РЕКОМЕНДАЦИЯМИ ПО ОРГАНИЗАЦИИ РАБОТ, изложенными в конце настоящей инструкции.
Перед использованием машины убедитесь, что источник питания полностью исправен и способен обеспечить стабильное электроснабжение с уровнем напряжения и силой тока соответствующим мощности, потребляемой машиной (сварочным аппаратом).
Проверьте аппарат, соединительные кабели и шланги на отсутствие повреждений.
Не подвергайте аппарат ударам в процессе хранения, перевозки и работы.
Защищайте от царапин антипригарное покрытие нагревательного элемента.
Перед первым использованием машины проверьте уровень масла (2/3 объема масляного бака). При необходимости долейте масло (Shell Tellus 46).
В дальнейшем рекомендуется полная замена масла каждые 6 месяцев.
Перед первым использованием машины замените железную транспортную пробку на масляном баке на специальную пластиковую пробку красного цвета.
Сварочный аппарат подлежит ежегодному техническому обслуживанию в авторизованном сервисном центре «Robu».
1. Подключите эл. блок гидравлического привода к электросети:
модельW160, W250 и W315 – 220В однофазная;
модели W500, W630, W800 и W1000 – 380В трехфазная;
затем подключите гидравлический блок и нагреватель к эл. блоку.
2. Дождитесь нагрева зеркала нагревателя до необходимой температуры (220 C˚ при сварке труб из полиэтилена ПЭ100 или другой требуемой температуры в соответствии с указаниями руководителя процесса сварки).
3. Присоедините подающие масло шланги от центратора к гидравлическому приводу. Проверьте уровень масла в гидравлическом приводе при помощи индикатора. Если масло отсутствует, используйте масло марки Shell Tellus 46.
4. Вставите трубы и закрепите зажимы на центраторе.
5. Установите регулятор давления на гидравлическом приводе против часовой стрелки в начальное положение (отсутствие давления).
Установите регулятор давления на гидравлическом приводе против часовой стрелки в начальное положение (отсутствие давления).
6. Для установления давления нагрева (увеличение по часовой стрелке) и проверки машины, задействуйте рукоятку управления движением зажимов центратора. Проверьте работу машины, приводя в движение зажимы с помощью рукоятки. Перемещайте зажимы вперед-назад, по направляющим центратора пока не убедитесь, что зажимы перемещаются плавно без заеданий. Возникшее во время движения зажимов давление является Давлением Движения (ДД). Вы можете увидеть ДД, которое мы учтём позднее в расчетах параметров сварки, на манометре. Среднее ДД макс. 30 бар.
7. Найдите значение необходимого ДАВЛЕНИЯ СВАРКИ (P1=P5) в таблице (раздел 4 инструкции), в соответствии с диаметром трубы, материалом и показателем PN или SDR. Добавьте ДД к ДАВЛЕНИЮ СВАРКИ, взятому из таблицы. Это Общий Показатель Давления (ОПД), который должен быть установлен на регуляторе давления: OПД = ДАВЛЕНИЕ СВАРКИ (P1, P5) + ДД.
8. Установите торцеватель на машине, закрепите блокировочным штырём.
9. Вставьте розетку в штепсель, (расположенный на гидравлическом приводе для аппаратов W250, W315 или на отдельном эл. блоке для аппаратов W500, W630, W800, W1000). Закрепите розетку в штепселе с помощью крепежного резьбового кольца.
10. Для включения торцевателя используйте выключатель.
11. Оба конца трубы необходимо обрабатывать торцевателем, до выхода ровной, непрерывной ленты стружки, образующейся при обработке торцов трубы.
12. По окончании снимите торцеватель с центратора.
13. Убедитесь, что температура нагревателя достигла установленного значения (220 C˚ при сварке труб из полиэтилена ПЭ100 или другой требуемой температуры в соответствии с указаниями руководителя процесса сварки).
14. Поместите нагреватель между обработанными торцами труб и соедините трубы, установив давление соответствии с поученным значением ОПД.
15. Нагрейте торцы труб в соответствии с параметрами давления и времени t1 и t2, выбранными из в таблицы (в соответствии с п. 7). После образования симметричного буртика (время t1), ослабьте давление до величины P2 (свободное давление, близкое к нулю) и продолжайте подогрев до истечения необходимого времени (t2).
7). После образования симметричного буртика (время t1), ослабьте давление до величины P2 (свободное давление, близкое к нулю) и продолжайте подогрев до истечения необходимого времени (t2).
16. Снимите нагреватель (см. время технологической паузы t3) и соедините трубы и установив давление соответствии с поученным значением ОПД.
17. Оставьте сваренные трубы в машине под воздействием давления на необходимое время охлаждения t5.
Пошаговая инструкция по сварке полипропиленовых труб своими руками
Главная » Полезные советы
Просмотров 1к. Обновлено
Содержание
При ремонте в доме (квартире), прокладке водопровода, системы отопления или обустройстве системы канализации на даче все чаще применяются трубы из полипропилена. Они и долговечнее, и легче, и проще в монтаже. Преимуществ по сравнению с трубами металлическими много.
Однако считается, что сварочные работы для соединения полипропиленовых труб возможны только при использовании каких-то сложных инструментов и высокопрофессиональных навыков. Но на деле все гораздо проще. Нужно только понимать принцип этой работы и следовать некоторым рекомендациям — тогда сварка полипропиленовых труб вполне возможна своими руками.
Но на деле все гораздо проще. Нужно только понимать принцип этой работы и следовать некоторым рекомендациям — тогда сварка полипропиленовых труб вполне возможна своими руками.
В первую очередь нужно знать, что у зарубежных производителей на каждое изделие существует свой собственный стандарт. Другими словами, нет единого ГОСТа, к которому мы привыкли. Для соединения труб могут понадобиться еще и различные фитинги, про которые я писал ранее (переходы, уголки и т.п.), которые придется приобретать. Они должны быть изготовлены из этого же материала – полипропилена. Более того, желательно, чтобы и трубы, и фитинги были от одного и того же производителя. Тогда при их сварке вообще не возникнет каких-либо трудностей.
Для сварки труб нужен лишь один электроинструмент — его называют и аппаратом для сварки полипропиленовых труб, и паяльником для труб, и «утюгом». Именно им производится нагрев материала. Его стоимость примерно в пределах 3 – 4 тысяч, поэтому можно и не приобретать, если работа предстоит «одноразовая». Лучше попросить у знакомых (если есть возможность) в «аренду».
Лучше попросить у знакомых (если есть возможность) в «аренду».
Методика сварки труб
1) Подготовка всех деталей
Чтобы не путаться при проведении работы, следует заранее подготовить все элементы «схемы». Производятся необходимые замеры, отрезаются куски труб заданной длины. Отрезки труб и фитинги нужно разложить в таком порядке, в каком они и будут соединяться при помощи сварки. Это исключит возможность неправильного соединения участков трубопровода (схемы). Нужно понимать, что если резьбовое соединение можно раскрутить и переделать, то элементы, сваренные аппаратом, разборке не подлежат. Их просто придется выкинуть.
2) Разогревание паяльника
На нем есть регулятор температуры, который нужно выставить на рекомендованный инструкцией предел. После нагревания до выбранной температуры гаснет сигнальная лампочка терморегулятора.
3) Нагрев «деталей»
Для соединения элементов схемы (трубопровода) их необходимо разогреть. Соединяющиеся поверхности разогреваются, а потом стыкуются между собой. Происходит их «сплавление», что обеспечивает надежность и герметичность соединения. Поэтому детали, подлежащие соединению, вставляются в соответствующие разъемы сварочного аппарата. Как это делается, подробно изложено в инструкции на данный «паяльник». Нужно только внимательно ее изучить до начала работ.
Происходит их «сплавление», что обеспечивает надежность и герметичность соединения. Поэтому детали, подлежащие соединению, вставляются в соответствующие разъемы сварочного аппарата. Как это делается, подробно изложено в инструкции на данный «паяльник». Нужно только внимательно ее изучить до начала работ.
4) Cоединение «деталей»
Разогретые детали стыкуются ровно и быстро. Не допускаются повороты вокруг продольной оси, перекосы. Если соединяются два отрезка трубы, то необходимо строго выдержать угол среза — только в этом случае получается надежный и герметичный шов/
5) Зачистка места соединения
Производится после остывания шва.
Советы по сварке
Перед началом работы по сборке (сварке) системы труб желательно потренироваться. Поэтому фитингов нужно закупить чуть больше, чем необходимо. А отрезать несколько кусков от трубы – не проблема. После подобной тренировки появится опыт в подобного рода сварочных работах, а значит, и уверенность в собственных возможностях.
После подобной тренировки появится опыт в подобного рода сварочных работах, а значит, и уверенность в собственных возможностях.
Перед свариванием элементы необходимо подготовить — стыкующиеся поверхности зачищаются и обезжириваются. Без обезжиривания качественного шва не получится.
Заполнять собранную систему водой рекомендуется не раньше чем через 1 час после сварки элементов.
водопровод трубы
Стыковая сварка напорных труб
Всегда следуйте инструкциям поставщика труб.
Уточните сначала, какая марка – размер и тип свариваемых труб.
Убедитесь, что у вас есть инструкции по стыковке труб от производителя.
Убедитесь, что труба хранилась правильно в соответствии с указаниями изготовителя трубы, в отношении овальности, царапин, зажимов m. м.
Следуйте инструкциям производителя трубы по траншее, набивочному материалу, сжатию, покрытию o.s.v.
Следуйте инструкциям Инспекции труда при работе в траншеях.
Убедитесь, что ваша машина может сваривать нужные размеры. Я устанавливаю любые соответствующие уменьшения в губках для труб.
На машине должен быть отчет о калибровке (характеристика давления), который переустанавливает отображение давления машины в барах на Ньютон. Отчет не должен быть старше 1 года, и вы должны убедиться, что номер машины на салазках и номер гидравлической станции соответствуют данным на характеристике давления.
Если удалить сварные швы , подготовьте оборудование для удаления швов в соответствии с размерами.
Используйте сварочную палатку/сварочный зонтик во время дождя и т.п.
Бывший в употреблении генератор Сварка встык, постоянная мощность должна быть достаточно большой для использования машины.
Покрытая тефлоном поверхность сварочного зеркала (нагревательной пластины) должна быть чистой и чистой.
Включите сварочное зеркало и установите его на температуру, указанную в инструкции производителя трубы.
Проверяйте температуру поверхности с помощью внешнего термометра в начале каждой сварки.
Примечание: Только установка температуры зеркала, это действующий внешний термометр. .
На трубах некоторых марок с защитным колпачком производитель должен снять кожух в зоне сварки. всегда используйте Съёмник для труб с защитной полиэтиленовой оболочкой ; никогда нож.
Зажмите трубу в салазках так, чтобы один выступ находился в центре, и оставалось место для рубанка. Поверните этикетку лицевой стороной вверх. Этикетка рядом с местом сварки поцарапана. Трубный хомут, так как получается минимальное смещение.
Для более длинных труб, зажатых в подвижной стороне, труба должна быть установлена на Трубопроводные ролики , чтобы труба могла свободно перемещаться во время сварки. Никогда не используйте деревянные бруски и т.п. вместо гибки вальцами, так как трение будет очень непостоянным, что приведет к неправильному давлению при сварке. Пусть защитные колпачки на свободном конце трубы будут.
Пусть защитные колпачки на свободном конце трубы будут.
Вставной рубанок. Никогда не подносите руки к вращающимся частям/острым ножам.
Включите рубанок.
Некоторые более крупные опилки на 380 В, направление вращения регулируется, возможно переставлена ступень в разъеме.
Направляйте трубу к строгальному станку с давлением, достаточным для того, чтобы отобрать стружку в обе стороны, но никогда не настолько большим, чтобы двигатель рубанка звучал с усилием.
Проложите трубы от все еще вращающегося рубанка.
Выключите рубанок и установите его в держатель.
Убедитесь, что трубы правильно выструганы, в противном случае повторите.
Если рубанок не делает пропилы: Лезвия должны быть острыми, в противном случае их необходимо перевернуть или заменить. Ножи должны иметь высоту ок. 0,2 мм. сверх плана, вы можете использовать тонкие линии бумаги под ножом.
Удалить стружку из зоны сварки.
(Удалять их также из природы, из ПЭ стружки обычно легковоспламеняющиеся отходы.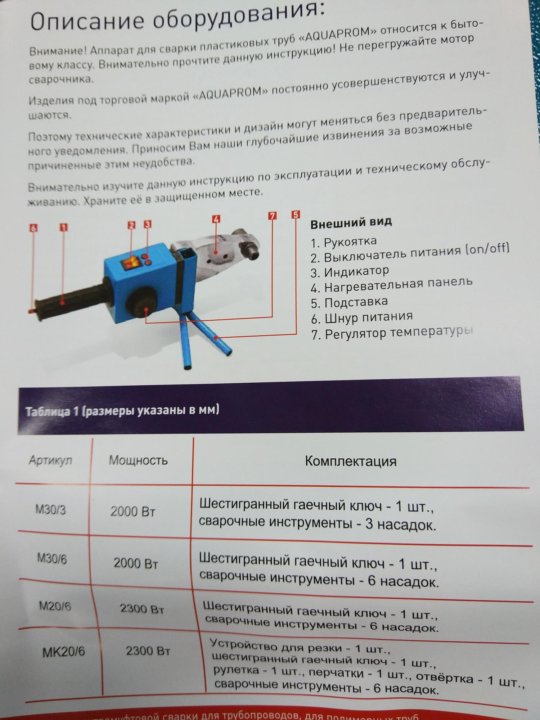 )
)
Приложите трубы друг к другу и проверьте смещение краев, а также убедитесь, что трубы прилегают друг к другу плоско.
Смещение кромки можно уменьшить, ослабив / затянув патроны и вращая трубку.
После смены набора-повторное строгание.
Очистите концы труб с помощью медицинского спирта и бумажного полотенца или чистящих салфеток .
Найти давление сопротивления (машина отображается на панели, когда она едва может двигать трубу).
Предустановленный манометр давления сварки (сила сварки в ньютонах из инструкции по стыку, переведенная в бары по характеристике давления + давление сопротивления).
Проверьте температуру зеркала
Я устанавливаю зеркало и прижимаю концы труб к зеркалу с предварительно установленным давлением сварки, прежде чем создать валик на зеркале, как показано в инструкциях к стыку.
После того, как соорудил бусину на зеркало как указано в инструкции встык, поставил в разгерметизированную.
По окончании стадии нагрева трубы идут одна от другой, зеркало снимается, и трубы идут с заданным сварочным давлением. Рычаг управления удерживается не менее 20 секунд (нарастание давления).
Время перехода под сварку должно быть как можно меньше и не больше, чем указано в стыковой инструкции.
Маркером напечатаны дата, время, машина и инициалы сварщика.
Полное давление сварки поддерживается в течение всего времени охлаждения, указанного в стыковых направлениях.
Удаление внутреннего и/или наружного валика после сварки встык, сделать это проще всего во время охлаждения, пока труба еще находится в машине, а сварка выполняется «в ручную».
Сварка встык имеет ту же прочность, даже если удалить швы.
По истечении времени охлаждения сбросьте давление в машине до 0 бар, после чего челюсти можно открыть, и вы готовы к следующей сварке.
Приварка фитингов
На станках HÜROS от 5 до 5 мм. левый базовый лоток легко снимается, открутив 3 винта, что позволяет создавать сложные сварные швы (тройники и т.п.)
Термометр
Секундомер
Патроны для ключей.
Ключевые сокращения.
Ключ подходит для ножей на рубанке.
Перед установкой оборудования для следующего пользователя.
машина очищена.
Поршневые штоки для скольжения, протертые тонким слоем бескислотного масла
Лезвия должны быть острыми.
Все кабели и шланги должны быть целыми.
Тефлон (покрытие) зеркало должно быть целым и хорошо «падать».
Машина должна быть сухой.
Страница не найдена – Aquatherm
Кентерберийская больница Бервуд — это совершенно новое учреждение, в котором используются самые современные медицинские технологии для обеспечения наилучших результатов для всех пациентов, посещающих центр. Но, хотя это, возможно, менее гламурно, столь же важными для успешной работы больницы Бервуд являются ее системы водопровода и ретикуляции, а они такие же передовые, как и оборудование, которое питает театры. Сантехника здания, включающая системы трубопроводов aquatherm для хозяйственно-питьевого горячего, холодного и холодного водоснабжения, спроектирована таким образом, чтобы обеспечивать высокую производительность и низкие эксплуатационные расходы в течение всего срока службы больницы.
Но, хотя это, возможно, менее гламурно, столь же важными для успешной работы больницы Бервуд являются ее системы водопровода и ретикуляции, а они такие же передовые, как и оборудование, которое питает театры. Сантехника здания, включающая системы трубопроводов aquatherm для хозяйственно-питьевого горячего, холодного и холодного водоснабжения, спроектирована таким образом, чтобы обеспечивать высокую производительность и низкие эксплуатационные расходы в течение всего срока службы больницы.
По словам Пола Иглтона, менеджера местного импортера и дистрибьютора aquatherm NZ Ltd. на Южном острове, системы трубопроводов, выбранные для больницы, отражают общую направленность на будущее. «Это здание, построенное для нового тысячелетия. Он включает в себя все преимущества, которые может предложить строительная отрасль, и это распространяется на системы трубопроводов».
Больница Бервуд давно признана одним из новозеландских центров передового опыта в области реабилитации и плановой ортопедической хирургии. По состоянию на июнь 2016 года он стал намного больше, поскольку началась расчистка площадки для создания ультрасовременных объектов, связанных со «старой» больницей Бервуд.
По состоянию на июнь 2016 года он стал намного больше, поскольку началась расчистка площадки для создания ультрасовременных объектов, связанных со «старой» больницей Бервуд.
Благодаря инновационному мышлению и дизайну эти новые учреждения обеспечивают более качественное и эффективное медицинское обслуживание сейчас и в будущем. В этих новостройках размещено более 32 тысяч квадратных метров специально построенных помещений на трех этажах, в общей сложности 230 новых стационарных коек.
Включены новые палаты для медицинских, реабилитационных и психиатрических услуг для пожилых людей. Есть также новые амбулаторные отделения, в том числе отделения радиологии и аптеки. В каждой палате на 24 койки есть три общие зоны отдыха для пациентов, а также комната ванау, где пациенты могут проводить время с членами семьи; вся новая постройка имеет красиво благоустроенные внутренние дворы, спроектированные так, чтобы впустить как можно больше естественного света и помочь людям оставаться на связи с природой.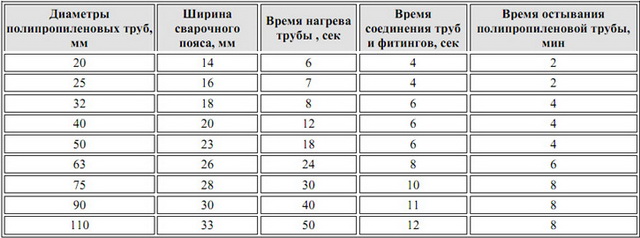
Проект госпиталя Бервуд настолько значителен, что Дирк Розенберг, генеральный директор aquatherm GmbH, лично посетил объект, чтобы еще раз продемонстрировать приверженность компании качественному внедрению.
Уникальные свойства для длительного преимущества
PP-R представляет собой полипропилен-ранд, химически инертный термопласт. Его преимущества перед металлическими трубами, использовавшимися с древних времен, напрямую связаны с его основной формой: в отличие от металлов, PP-R не вступает в реакцию с минералами или загрязняющими веществами в воде. Он не разрушается (хотя полностью пригоден для вторичной переработки) и обеспечивает чрезвычайно долгий срок службы. Поскольку он по своей природе гибкий, он обеспечивает еще одно преимущество, которое никогда не было более актуальным в Кентербери: он сейсмостойкий. Более того, богатая минералами вода в Кентербери больше подходит для использования пластиковых, а не металлических труб.
В тех случаях, когда металлические трубы со временем будут известковаться и потенциально забиваться, с продукцией aquatherm такой проблемы не будет; там, где металл проводит тепло, PP-R является естественным изолятором, сохраняя тепло (или холод) жидкости, которую он транспортирует, и уменьшая необходимость во внешней оболочке.
Монтажники любят aquatherm
Тим Браун, менеджер компании по механическому и гидравлическому обслуживанию David Browne Contractors, которая отвечает за установку около 17 000 метров акватерм на объекте, делится своим мнением: «Мы доказали успех aquatherm на многие другие недавние проекты в Крайстчерче и вокруг Южного острова. Он обеспечивает реальное преимущество благодаря соотношению «цена-время».
Он говорит, что время, сэкономленное при установке PP-R по сравнению с другими продуктами, делает его предпочтительным материалом для работы. «Он легкий, простой в обращении, быстро устанавливается и чист в использовании. Неудивительно, что моим монтажникам нравится работать с этим продуктом».
Браун объясняет, как работает Fusiolen PP-R. «Трубопровод соединяется сваркой плавлением, при которой оба конца трубы и фитинги нагреваются до заданной температуры, сжимаются и удерживаются в течение короткого времени, позволяя продукту сплавиться и склеиться. Этот метод гораздо менее напряженный и занимает гораздо меньше времени, чем другие варианты трубопровода».
Этот метод гораздо менее напряженный и занимает гораздо меньше времени, чем другие варианты трубопровода».
Важно отметить, что риск утечек снижается, если задача выполнена правильно.
«С такими проектами возможность экономить время и силы, достигая отличного результата, — это золото. Мы успешно используем акватерм в Новой Зеландии уже 18 лет и никогда не оглядывались назад».
Иглтон говорит, что растущее число квалифицированных установщиков и успешные проекты, выполненные с использованием трубопроводных систем aquatherm, свидетельствуют о пригодности этого проверенного во всем мире продукта для местного рынка.
«Важно, мы не продаем трубы и фитинги, мы продаем систему. Это означает, что мы удостоверяемся, что продукт точно указан из доступного ассортимента. Что особенно важно, это означает обучение и поддержку установщиков, чтобы они развернули его в соответствии с применимыми стандартами для правильной работы. И, наконец, это означает полную поддержку со стороны aquatherm NZ от спецификации до окончательного испытания под давлением.