Сварка ппр труб: Сварка полипропиленовых труб своими руками: правила пайки для начинающих
|
11.11.13 Источник: http://kanalizaciyadoma.ru/
Сварка полипропиленовых труб своими руками выполнима, правда, много кто об этом даже не догадывается. Выполняется сварка при помощи нагретого инструмента в раструб и применяется для того чтобы соединить трубы и детали.
Сварка труб из полипропилена Нагревание свариваемых поверхностей происходит при помощи нагретого металлического инструмента – сварочными насадками, покрытыми тефлоновым слоем. Совет! Необходимо совместить полипропиленовый фитинг с дроном до упора, при этом полипропиленовую трубу нужно совместить с гильзой так же до упора. Сделать это нужно очень быстро, настолько, насколько возможно. Сварка и пайка пластиковых труб В том случае, если производится сварка пластиковых труб своими руками, нужно помнить о том, что у полипропиленовой трубы, которая предназначена для муфтовой сварки, наружный диаметр немного превышает номинальный, при этом полипропиленовый фитинг имеет внутренний диаметр немного меньше, чем номинальный. Для того чтобы все получилось нужно специальное оборудование для сварки полипропиленовых труб, без которого вышеописанного не произойдет. Дальнейшее продвижение сварочной насадки происходит до упора фитинга в округлое основание сварочной насадки. При этом происходит оплавление наружного среза фитинга и также выдавливание валика (гранта), правда, он имеет незначительную высоту. Важно помнить о том, что после того как будет найден упор, больше давить не нужно. Сварка труб ПВХ Если сварка пвх труб ручная, то держите фитинг и трубу, чтобы произошел нагрев. Если же используется механический аппарат для сварки труб, то просто зафиксируйте трубу фиксатором, который есть у всех приличных сварочных аппаратов. После того как произведен нагрев, нужно одновременно снять фитинг и вынуть трубу. Сделать это нужно настолько быстро, насколько это будет возможно. После этого труба совмещается с фитингом до упора. Само собой разумеется, что остывание поверхностей происходит очень быстро, при этом оно зависит от того, на какую глубину произошел прогрев. Монтаж труб В том случае, если монтаж полипропиленовых труб своими руками выполнен правильно, то получится цельная полипропиленовая деталь. Стыковая сварка пластиковых труб из полипропилена и полиэтилена Если проводилась стыковая сварка полиэтиленовых труб вручную, то это время используют для того, чтобы устранить возможные перекосы. Защищаемся от ошибок В том случае, если совмещая трубу и фитинг не ввести ее до самого упора, то останется промежуток между упором фитинга, расположенном внутри и торцом трубы. На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной. Полипропиленовые трубы и фитинги, а также оборудование для монтажа и сварки Вы можете приобрести в магазинах «ИНСТАЛ».
Разделы / Отопление
|

 Мало отличаются процессы, происходящие при совмещении дрона и фитинга.
Мало отличаются процессы, происходящие при совмещении дрона и фитинга.


Технические требования при сварке и монтаже полипропиленовых труб
Работа с ППР предусматривает нормы и правила, четко расписанные СП 40-101-96 для монтажа и укладки трубопроводов. Например, температура сварки полипропиленовых труб 25 мм составляет 280-290°C. Там же регламентируется глубина погружения в насадку-матрицу, время удержания пайки и её остывание, в зависимости от диаметра. Но для того, чтобы освоить профессию монтажника PPR, необходимы еще и другие знания, но обо всем по порядку.
Там же регламентируется глубина погружения в насадку-матрицу, время удержания пайки и её остывание, в зависимости от диаметра. Но для того, чтобы освоить профессию монтажника PPR, необходимы еще и другие знания, но обо всем по порядку.
Технические характеристики
Технические характеристики полипропиленовой трубы дают всю информацию, необходимую монтажнику для сварки и укладки. То есть, специалист ещё при покупке учитывает потребности, необходимые для монтажа отопления, холодного и/или горячего водоснабжения.
Маркировка PPR
На каждой полипропиленовой трубе, которую вы покупаете в магазине, есть маркировка, напечатанная вдоль ППР. Эти данные позволяют определить, подходит ли она для того или иного назначения. Обратите внимание на изображение, расположенное выше – там поясняются значения каждого сочетания букв и цифр. Но опытные сантехники, как правило, обращают внимание только на значение PN и диаметр – все остальное подтягивается по умолчанию.
Конечно, в первую очередь, PPR подбирают по диаметру трубы: для ремонта в квартирах, как правило, достаточно Ø 20-25 мм, а вот, в частном доме обычно от 20 до 32 мм, а порой даже до 40 мм (на стояк отопления). Но вернёмся к значению PN, которое позволяет определить, для чего использовать эту трубу.
Особое внимание следует уделить армированным трубам, как на фотографии выше. Алюминиевая фольга удерживает полипропилен от деформации, когда по нему проходит горячая вода, то есть, контур ГВС или отопления, зафиксированный на кронштейнах с шагом 80-120 см не будет выгибаться. Для монтажа водопровода и отопления в частном секторе сантехники предпочитают использовать универсальную PN20, делая из неё не только обвязку отопления и ГВС, но также и распределение холодной воды. Впрочем, это больше зависит от владельца дома и, если он хочет сэкономить, то на холодную воду монтируют PN16. Также следует сказать о PN10 – в настоящее время из такой тонкостенной трубы делают разве что поливные системы для дачных огородов и отказываются применять её в сантехнике.
Для централизованного отопления подходят трубы PN25, которые выдерживают давление до 2,5 МПа или 25,5 атм. Такие величины предусмотрены неспроста: при запуске системы в начале отопительного периода давление увеличивают для проверки целостности контура и радиаторов. Так, опрессовочное давление в девятиэтажке может достигать 16 атм., а вот гидроудары могут вызвать разовые кратковременные скачки более 20 атм. Если в PN25 присутствует аббревиатура PEX, то вместо алюминиевой фольги для армирования применяется стеклоткань, но на прочность это не влияет.
Принцип расположения слоёв на стенках PN25 такой же, как и в PN20, но в первом случае алюминиевая фольга или стеклоткань расположены ближе к наружному слою (почти под верхом), поэтому, когда труба плавится в матрице, верхнее покрытие уходит и остается фольга. Понятно, что такая сварка не будет иметь должного качества, поэтому для PN25 используют шайвер, как на фото вверху. Этот инструмент напоминает школьную точилку для карандашей, только режет не под конус, а в ровной плоскости, снимая фольгу. После такой операции пайка получается отличной.
После такой операции пайка получается отличной.
Требования к сварке PPR
Сначала посмотрите эту таблицу, чтобы потом объяснения были более понятными.
|
D PPR, мм |
Глубина сварки, мм |
Время, сек | ||
|
Разогрев |
Удержание встык |
Охлаждение | ||
|
20 |
12-14 |
5 |
4 |
3 |
|
25 |
14-16 |
7 |
4 |
3 |
|
32 |
18-20 |
9 |
4 |
4 |
|
40 |
20-22 |
12 |
6 |
4 |
|
50 |
22-23 |
18 |
6 |
5 |
|
63 |
23-25 |
24 |
6 |
6 |
|
75 |
27-29 |
30 |
8 |
8 |
|
90 |
33-35 |
40 |
8 |
10 |
|
110 |
37-39 |
50 |
10 |
10 |
Возьмём для примера самую ходовую трубу, это PPR20 PN20 или армированная полипропиленовая труба с наружным Ø 20 мм и прочностью стенок до 2 МПа или 20,4 атм. ППР с такими параметрами используют даже для отопления в малоэтажных домах, но, начиная от 9-ти и более этажей лучше применять PN25.
ППР с такими параметрами используют даже для отопления в малоэтажных домах, но, начиная от 9-ти и более этажей лучше применять PN25.
Сварим PPR20 с уголком 90°, как это показано на верхней фотографии. Сначала разогреваете паяльник, установив терморегулятор на 280°C, но когда в помещении прохладно, то на 290°C. Если вы делаете это впервые, то на трубе лучше карандашом поставить метку на 14 мм от края. В одну руку берёте уголок, а в другую трубу и надеваете их на матрицу до нужной глубины (до метки). Удерживаете в этом положении 5 секунд, затем резко снимаете с насадки (паяльник лучше фиксировать, прижав ногой опорную подставку к полу) и стыкуете стороны, придерживая в ровном положении ещё 4-5 секунд. К следующей пайке на этом узле можно приступать не ранее, чем через 3 секунды, чтобы не деформировать стык.
Ещё раз обратите внимание на верхнее изображение (правый нижний угол №4). Если сварка выполнена с учетом перечисленных выше требований, то при разрезе стыка спаянные места будут выглядеть, как монолит. Это вовсе не бахвальство мастерством, а одно из условий надёжности пайки. Когда к трубе приваривают какой-либо фитинг с резьбой, то на него обязательно будут что-то накручивать, следовательно, на всех стыках, находящихся на одной линии с резьбовым фитингом, нагрузка будет увеличена. С некачественной пайкой это приведет к протеканию узла.
Это вовсе не бахвальство мастерством, а одно из условий надёжности пайки. Когда к трубе приваривают какой-либо фитинг с резьбой, то на него обязательно будут что-то накручивать, следовательно, на всех стыках, находящихся на одной линии с резьбовым фитингом, нагрузка будет увеличена. С некачественной пайкой это приведет к протеканию узла.
Фитинги
Теперь поговорим о фитингах, при помощи которых можно делать повороты, обводы, переходы металла на полипропилен и наоборот, а также коллекторных разводках разного типа. Чаще всего используются уголки, тройники и переходные муфты при монтаже обвязки от котла отопления или централизованного водопровода с бойлером. Для подачи холодной/горячей воды на какую-либо запорную арматуру из металла выводятся фитинги с наружной или внутренней резьбой (по необходимости). Под бойлер или любой смеситель лучше всего использовать установочную планку, где расстояние между центрами выходов составляет 150 мм, что соответствует расстоянию у смесителей. Такую планку используют даже профессионалы. Дело в том, что без неё можно сбить угол на 1-1,5°, что не будет заметно, но при установке крана такая проблема будет ощутимой.
Такую планку используют даже профессионалы. Дело в том, что без неё можно сбить угол на 1-1,5°, что не будет заметно, но при установке крана такая проблема будет ощутимой.
Рекомендация: если установочную планку нужно крепить на неровную стену, то лучше покупать металлическую, так как полипропиленовая погнется и углы на выходе будут со сбоем.
В 90% случаев при монтаже полипропиленовых контуров возникает потребность перехода с металлической трубы на ППР. Чаще всего для таких целей задействуют электросварку, чтобы приварить штуцер для накручивания PPR фитинга. Когда сам не сварщик, а попросить некого, то из этого может вырасти целая проблема, но выход все-таки есть. Это безрезьбовые компрессионные муфты, как на фото вверху, или такие же тройники для врезки. То есть, вместо того, чтобы приварить штуцер, трубу разрезают и фиксируют на ней тройник либо на её краю накручивают муфту с одной гайкой. Для бытового уровня, это просто находка.
Порой возникает необходимость пересечения одной или нескольких труб поперёк их направления. Решить такой вопрос можно двумя путями: спаять переход в виде буквы «П», воспользовавшись четырьмя уголками на 90°, либо, как на верхнем фото, задействовать кусок трубы, которую называют обходом. То есть, это даже не фитинг и нужно будет две проходных ППР муфты. Радиус этого приспособления может быть больше или меньше – все зависит от того, сколько рядов придётся обходить. В редких случаях в магазине можно встретить обвод для одного ряда и у него входные отверстия для сварки с двух сторон.
Решить такой вопрос можно двумя путями: спаять переход в виде буквы «П», воспользовавшись четырьмя уголками на 90°, либо, как на верхнем фото, задействовать кусок трубы, которую называют обходом. То есть, это даже не фитинг и нужно будет две проходных ППР муфты. Радиус этого приспособления может быть больше или меньше – все зависит от того, сколько рядов придётся обходить. В редких случаях в магазине можно встретить обвод для одного ряда и у него входные отверстия для сварки с двух сторон.
Для подключения к газовым, электрическим, твердотопливным и дизельным котлам, а также к электронагревателям (бойлерам) и водомерам в основном используется фитинг под названием «американка». На ней для перехода на металл может быть наружная или внутренняя резьба, обязательно есть накидная гайка и входное отверстие для пайки ППР. Такое устройство очень удобно для жестких узлов, где предусмотрена разборка. Главный плюс детали в том, что для её отсоединения/присоединения не придётся ничего резать или гнуть.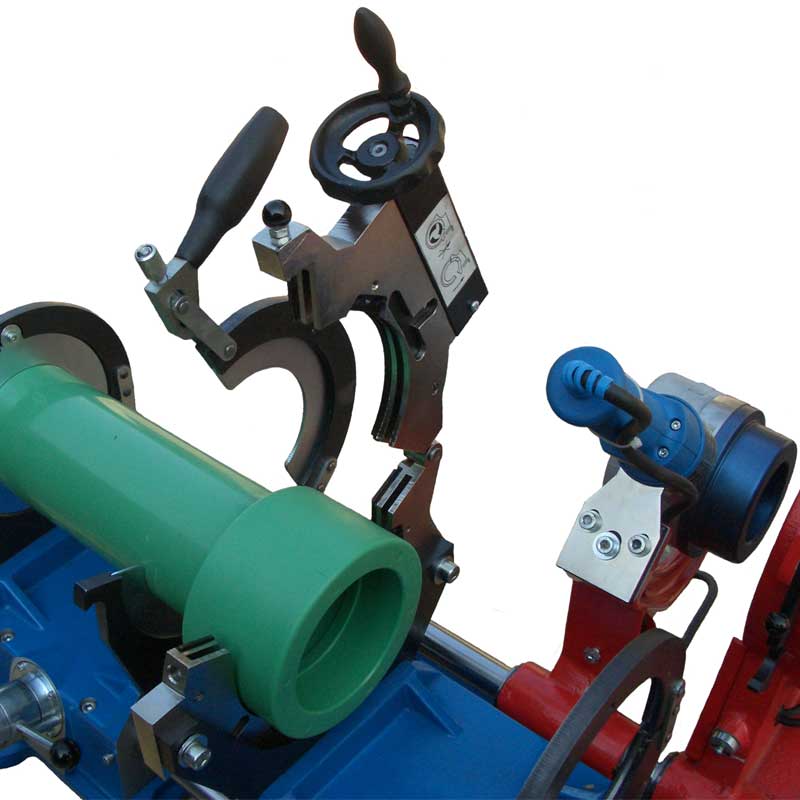
Запорная арматура из полипропилена делится на две категории:
- Краны — перекрываются при помощи рычага, который двигает шаровым устройством.
- Вентили – управляется при помощи барашка, закреплённого на шток с червячным механизмом, который поднимает и опускает запорный клапан.
Такие устройства надёжнее металлических, так как не поддаются коррозии. Единственный недостаток, это невзрачный внешний вид, но, так как это технический узел, то на него мало кто обращает внимание.
Материал, из которого на заводе изготавливают фитинги, имеет разный состав и их можно разделить на три категории:
- Гомопропилен – РРН, РР-1.
- Блоксополимер – РРВ, РР-С, РР-2.
- Ранбом сополимер – РР-3, PPRC, PPCR.
О каждой из трёх перечисленных модификаций можно рассказать подробно, но это уже тема отдельной статьи. Кроме того, сантехники не особо обращают на это внимание, так как качество сварки не зависит от маркировки.
Кроме того, сантехники не особо обращают на это внимание, так как качество сварки не зависит от маркировки.
Фиксаторы для полипропиленовых труб
Теперь немного информации о том, как крепятся полипропиленовые трубы. В большинстве случаев для этой цели применяют полимерные защёлки, как на верхней фотографии. Любой контур, сделанный из этого материала чуть ли не вдвое легче воды, которая по нему циркулирует. Поэтому, для диаметров 20,25 и 32 мм всегда есть в продаже такие приспособления.
Но в тех ситуациях, когда требуется надёжность, используют стальные хомуты с пластиковым дюбелем для крепления. С внутренней стороны обеих половинок хомута есть резиновые прокладки. На хомуты такой конструкции фиксируют не только полипропиленовые, но также поливинилхлоридные и металлические трубы.
По большей части PPR трубы прячут под штукатуркой, гипсокартонном или ПВХ/МДФ панелями, но для этого их тоже нужно как-то зафиксировать. Обычно для водопровода штробят канал, а саму трубу, чтобы не выпала, крепят ленточным перфорированным подвесом. Это также можно делать без штробы — просто прижать ППР лентой, как хомутом, притянув с двух сторон пластиковыми дюбелями с саморезами.
Обычно для водопровода штробят канал, а саму трубу, чтобы не выпала, крепят ленточным перфорированным подвесом. Это также можно делать без штробы — просто прижать ППР лентой, как хомутом, притянув с двух сторон пластиковыми дюбелями с саморезами.
Заключение
На сегодняшний день полипропиленовые трубы для сантехники и отопления можно назвать самым востребованным, а также одним из самых качественных материалов. Полимеры сейчас все больше и больше оттесняют различные металлы и достойно занимают огромную нишу на рынке сантехники.
Китай Сварочный аппарат для раструбной сварки HDPE / PPR Поставщики и производители — Фабрика
Машина для сварки в раструб HDPE/PPR широко используется для соединения пластиковых труб и фитингов малых диаметров dn20-110mm. В основном сварка плавлением в раструб производится с использованием термопластичных труб, таких как трубы из полиэтилена высокой плотности, трубы из полипропилена.
Машина для раструбной сварки HDPE/PPR состоит из матричных пластин с тефлоновым покрытием. Металлический патрубок, установленный на нагревательной пластине, нагревает внешнюю окружность трубы, в то время как другой металлический выступ на противоположной стороне нагревательной пластины одновременно нагревает внутреннюю поверхность отлитого под давлением фитинга. И фитинг, и труба нагреваются в течение установленного периода времени, после чего нагретый инструмент для раструба/втулки удаляется, и труба вставляется в фитинг. Труба и фитинг оставляются на заданное время для остывания и формирования сварного шва.
Металлический патрубок, установленный на нагревательной пластине, нагревает внешнюю окружность трубы, в то время как другой металлический выступ на противоположной стороне нагревательной пластины одновременно нагревает внутреннюю поверхность отлитого под давлением фитинга. И фитинг, и труба нагреваются в течение установленного периода времени, после чего нагретый инструмент для раструба/втулки удаляется, и труба вставляется в фитинг. Труба и фитинг оставляются на заданное время для остывания и формирования сварного шва.
Машина для раструбной сварки SUNPLAST HDPE/PPR может быть предоставлена в 3 различных моделях, доступных для сварки диаметром dn20-32 мм, dn20-63 мм и dn75-110 мм.
Параметр | Модель | ||
SPSF20-32 | СПСЕ20-63 | СПСЕ75-110 | |
Диапазон сварки | 20/25/32 мм | 20/25/32/40/50/63мм | 75/90/110мм |
Входное напряжение | Напряжение AC220В ±20%, частота 50-60Гц | ||
Рабочая мощность | 1000 Вт | 1000 Вт | 1200 Вт |
Диапазон температур | 0-300℃ | ||
Масса | 3,6 кг | 5,7 кг | 7,4 кг |
Сварочный аппарат для раструбной сварки HDPE/PP состоит из аппарата, подставки, матричных пластин с тефлоновым покрытием, отвертки в железном ящике, винта и шестигранного ключа.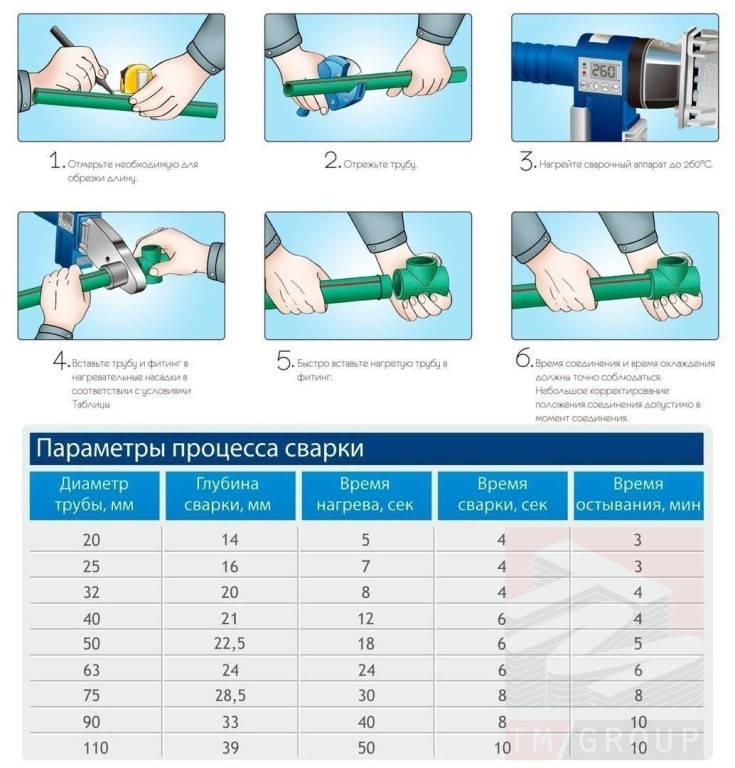
Основные преимущества аппарата для раструбной сварки SUNPLAST HDPE/PPR:
※ Цифровой дисплей: рабочий может легко узнать температуру пластин матрицы во время сварки.
※ Высокая рабочая мощность, экономия времени сварки.
※ Термостойкий кабель; до 300 ℃ используется.
※ Вариант из трех моделей, возможна сварка диаметром DN20-110мм
※ Термостат предоставляется
※ Все оборудование, необходимое для сварки, имеется в ящике для инструментов.
※ Гарантия на все сварочные аппараты для раструбной сварки HDPE/PPR составляет 12 месяцев при нормальном использовании.
Наш обычный экспортный метод упаковки: каждая часть сварочного аппарата для раструбной сварки HDPE/PPR упаковывается в железную коробку, а затем помещается в картонную коробку для нескольких железных коробок.
SUNPLAST готова предоставить наш сварочный аппарат для раструбной сварки HDPE/PPR самого высокого качества всем клиентам по всему миру.
В течение 24 часов контактные данные, как показано ниже:
Электронная почта: [email protected] sunplastpipe.com
[электронная почта защищена]
Тел.: 0086-574-87226883/87467583
Мобильный/WhatsApp/Wechat: 0086-15968493053/18858041865
Как сварить полипропиленовую трубу большого диаметра
Как сварить полипропиленовую трубу большого диаметра?
В сантехнике мы часто используем трубы и фитинги PPR , так как сварить трубы ППР большого диаметра? Подрядчик трубопровода тоже сильно запутался, поясним.
Как правило, трубы из ППР диаметром ниже D63 (включая D63) соединяются раструбным термоклеем; Трубы ППР D75-D160 могут быть соединены раструбной или стыковой сваркой расплавом. Трубы из полипропилена большого диаметра обычно используются для стыковой сварки труб из полипропилена.
Муфта для плавки большого диаметра
Устройство для стыковой сварки большого диаметра
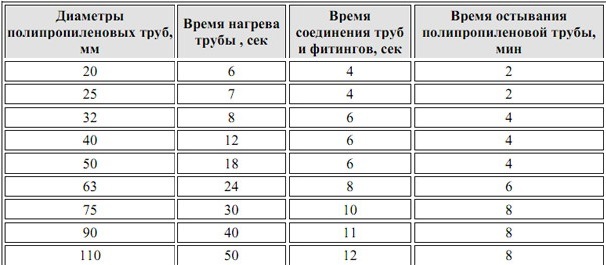
Процесс стыковой сварки труб из полипропилена большого диаметра представляет собой строительный процесс, при котором секция двух труб из полипропилена нагревается до 260 ± 10 ℃, а затем прикладывается достаточное усилие. применяется для стыковой сварки двух труб PPR. Расплав в стыковом соединении полностью расплавлен, а прочность на растяжение и давление свариваемой детали равны или выше, чем у самой трубы из ППР.
применяется для стыковой сварки двух труб PPR. Расплав в стыковом соединении полностью расплавлен, а прочность на растяжение и давление свариваемой детали равны или выше, чем у самой трубы из ППР.
Труба из полипропилена
Этапы стыковой сварки труб из полипропилена большого диаметра:
1. Закрепите трубу из полипропилена, требующую сварки встык быть на связи. Проверьте, выровнена ли торцевая грань и отрегулирована ли она в наилучшем положении.
Поставить свариваемую трубу из полипропилена и отрегулировать
2. Фрезерование торца трубы из полипропилена
Вставить фрезу в порт и откорректировать плоскость порта до образования сплошной стружки. Выньте фрезу и снова отрегулируйте, чтобы проверить соосность. Торец трубы должен быть отфрезерован чисто и ровно. Эта операция позволяет получить хорошо отфрезерованную торцевую поверхность, перпендикулярную осевой линии торцевой поверхности каждой трубы и не имеющую дефектов.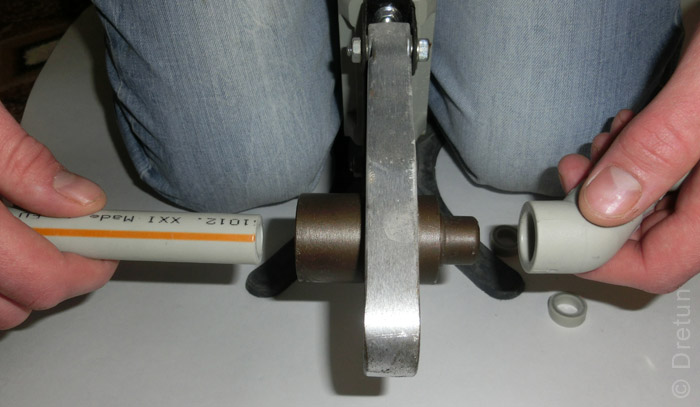
Фрезерование торца трубы ППР
3. Выравнивание торцов трубы ППР
Чистой новой безворсовой хлопчатобумажной тканью удалите опилки и другой мусор, образующийся при фрезеровании плоскости. Торцы трубы должны быть закруглены и совмещены друг с другом, чтобы свести к минимуму несоответствие стенки трубы (высокий-низкий). Этого можно добиться путем регулировки хомута под внешний диаметр торцевой поверхности трубы. Для предотвращения соскальзывания хомута трубы при стыковой сварке его необходимо зажать.
Выровнять концы трубы PPR
4. Плавление и нагрев стыковой поверхности
Включите питание, чтобы температура поверхности нагревательной пластины достигла требуемого диапазона температур 250-280°C). Установить нагреватель на сварочный аппарат так, чтобы торцевая поверхность трубы ППР полностью соприкасалась с поверхностью нагревателя. Необходимо убедиться в том, что торцевая поверхность трубы находится в полном и надлежащем контакте с поверхностью нагревателя, и что она просто соприкасается с соответствующим усилием. Эта сила очень кратковременна, и контакт не может быть прерван, пока сила ослаблена. Продолжайте правильно поддерживать нагретую часть без действия силы до тех пор, пока между нагревателем и торцевой поверхностью трубы не появится оплавленная кромка.
Эта сила очень кратковременна, и контакт не может быть прерван, пока сила ослаблена. Продолжайте правильно поддерживать нагретую часть без действия силы до тех пор, пока между нагревателем и торцевой поверхностью трубы не появится оплавленная кромка.
Нагревательная стыковая поверхность оплавления
5. Соединить две оплавленные стыковые поверхности друг с другом
После нагревания торцевой поверхности трубы в течение определенного времени снять нагреватель и стыковать две оплавленные торцевые поверхности усилие, достаточное для образования двух завитков на внутренней и внешней стенке трубы. Быстро закройте приспособление, закройте свариваемую трубу PPR и постепенно увеличивайте давление.
Соедините две оплавленные стыковые поверхности друг с другом
6. Поддерживайте постоянное стыковочное давление
Под действием силы оплавленные торцы не могут двигаться после завершения стыкового соединения до тех пор, пока они не остынут достаточно, чтобы создать неразделимую силу.