Как спаивать полипропиленовые трубы видео: Сварка полипропила и Как паять трубы из полипропилена без паяльника соединения
Содержание
Как паять полипропиленовые трубы видео урок, информация о трубах
- Фото: Как паять полипропиленовые трубы видео урок
Содержание
- 1 Технологические особенности
- 2 Разновидности труб
- 2.1 Похожие материалы
Сегодня химическая отрасль динамично развивается, выводя на рынок новые технологии и уникальные виды продукции. Изобретение такого материала, как высокотемпературный полипропилен считается одним из самых важных открытий в области пластмасс. Этот сополимер относится к виду термопластов, которые имеют малый вес и наделены очень высокой прочностью. Полипропилен инертен к большинству кислотных и щелочных растворителей, поэтому трубы из такого материала широко применяются в системах водопроводов, отопления и санитарно-технических сооружениях.
Видео урок по тому, как паять полипропиленовые трубы.
Технологические особенности
Современные трубы из полипропилена обладают достаточно высокими технологическими характеристиками и универсальностью, поэтому они широко применяются для транспортировки жидкости. Диапазон рабочих температур, в которых могут эксплуатироваться полипропиленовые трубы, колеблется от -10 до +90 градусов, а в кратковременном режиме возможно повышение до +110 градусов. Замерзшая в таких трубах вода не вызовет механических разрушений этого материала. Рабочий ресурс полипропиленовых труб достаточно большой, и может составлять до 50 лет.
Диапазон рабочих температур, в которых могут эксплуатироваться полипропиленовые трубы, колеблется от -10 до +90 градусов, а в кратковременном режиме возможно повышение до +110 градусов. Замерзшая в таких трубах вода не вызовет механических разрушений этого материала. Рабочий ресурс полипропиленовых труб достаточно большой, и может составлять до 50 лет.
К числу основных преимуществ таких изделий можно отнести следующее:
- отсутствие коррозийных процессов;
- устойчивость к перепадам температур;
- легкий вес;
- высокая эластичность;
- простота монтажа;
- экологическая чистота;
- невысокая стоимость.
В качестве дополнительного достоинства труб из этого полимера можно считать широкий ассортимент выпускаемой многими производителями продукции. Разнообразие диаметров позволяет быстро производить монтаж любых коммуникационных систем.
Разновидности труб
В зависимости от технологических особенностей и области использования, все изготавливаемые сегодня трубы из полипропилена можно разделить на 3 основные категории. Трубы полипропиленовые типа PN10 и PN20 являются изделиями, для изготовления которых применяется монолитный материал.
Трубы полипропиленовые типа PN10 и PN20 являются изделиями, для изготовления которых применяется монолитный материал.
Существует еще один вид такой трубопроводной продукции – марка PN25, в которой предусмотрена прослойка из сплава алюминия. Некоторыми производителями освоен выпуск промежуточного варианта полипропиленовых труб – PN16, которые применяются для систем холодного и горячего водоснабжения, имеющих давлением в 1,6 МПа.
Одной из последних разработок является новый вид подобных труб, которые изготовлены трёхслойными. Промежуточный слой является специальной смесью полипропилена и фиброволокна.
видео урок, инструкция как паять
Для обеспечения качественного результата сварки потребуется стандартный набор инструментов и расходных материалов:
- Сварочное оборудование.
- Резак.
- Шабер.
- Обезжиривающее средство.
- Маркер, измерительные приборы и ветошь для очистки изделий от сторонних элементов.


Подготовка к работе
Для проведения правильного монтажа требуется провести ряд операций:
- Подготовить рабочее место. Перед осуществлением сварочных работ требуется проветрить помещение и очистить его от пыли. На рабочем участке не должно находиться сыпучих элементов, оседающих на горячей поверхности трубы, это приводит к снижению качества шва. Оптимальный температурный режим варьирует в пределах 18 — 30°С. Дополнительно следует обеспечить принудительную вентиляцию.
- Разработать схему водопровода. Указав длину отрезков водопровода и параметры комплектующих на чертеже.
- На сварочном оборудовании устанавливаются насадки, производится включение.
Диффузионная пайка
Для реализации метода потребуется доборная арматура и электронагреватель. Весь процесс заключается в проведении следующих действий:
Размещаются насадки на греющей части паяльника, его температура должна достигнуть отметки 260 гр. В насадки размещаются фитинги (на 2-3 секунды), подвергающиеся нагреву и частичному плавлению.
В насадки размещаются фитинги (на 2-3 секунды), подвергающиеся нагреву и частичному плавлению.
Инструкция пайки своими руками
- Используя линейку, маркер и резак, отмечается отрезок трубы, необходимой для спила. До этого делается пробная резка трубы, позволяющая проверить уровень заточки прибора.
- С торца снимается фаска и, ликвидируются заусеницы. При сечении труб от 4 см ее торец срезается под углом в 35-45°, что позволяет предотвратить появление задиров при пайке.
- Перед тем как спаять полипропиленовые трубы, необходимо проверить соединяемые изделия на отсутствие наружных повреждений и плотного прохождения элемента водопровода в соединительную часть без люфтов и перекосов. Если люфт не соответствует по параметрам, необходимо выбрать другую доборную часть.
- Соединительные части прочищаются спиртом или оцетоном. На окончании труб с помощью маркера помечается уровень погружения с учетом зазора в 1 мм, позволяющего предупредить деформацию изделий при спайке.
- Выбирается пара нагревательных насадок заданного диаметра. Их покрытие очищается обезжиривающим раствором с использованием ветоши и осуществляется проверка свободного вхождения в них соединительных изделий без большого люфта.
- Готовится электрический паяльник. На его греющей части крепятся заданные насадки, паяльник монтируется на подставке и подводится к электрической сети. На термостате нагревательного устройства выставляется метка для достижения желаемой температуры.

Вставка труб
Вставка соединительных деталей осуществляется после автоматического отключения термостата. Время нагрева — 2-3 секунды. При трудном погружении изделий в насадки, можно их немного прокрутить вдоль оси. Поверх внутренней насадки размещается фитинг. На внешнюю насадку устанавливается конец трубы.
Их извлечение после прогрева производится в обратном порядке. Это объясняется большей толщиной стенок соединительной части и необходимостью в длительном нагреве.
Стыковка труб
После прогрева изделия снимаются с насадок паяльника и плавно размещаются друг в друга до достижения отмеченных маркером границ. Повороты соединений по отношению друг к другу не допустимы. Необходимо контролировать соосность образованного стыка.
По факту скрепления, изделия выдерживаются в фиксированном положении на протяжении 2-3 секунд, ориентируясь на табличные данные параметров спайки.
Если при нагреве детали неплотно размещаются на насадках, в момент плавления можно их слегка прокручивать. Однако, следует придерживаться угла поворота до 10 гр. В момент соединения изделия должны фиксироваться в одном положении.
Эксплуатация трубопровода допускается через час после соединения. При наличии дефектов на определенном участке трубы, его следует отрезать и заново сварить.
Плюсы методики
- Легкость монтажа.
- Дешевизна доборных элементов и электрического паяльника.

К недостаткам можно отнести неудобство применения прибора на труднодоступных участках.
Раструбная сварка армированных труб
Сварка труб, армированных алюминием, требует предварительного удаления наружного полипропилена и алюминиевой прослойки на глубину плавления. Этому послужит специальный резак или острый нож. Это требование не распространяется на трубы, армированные стекловолокном.
Нагрев и стыковка труб осуществляется по технологии:
- Подготовительный этап.
После обрезки и зачистки концов трубы, измеряется угол среза. Он должен составлять 90° для придания плотности состыковки при соединении. На трубе отмечается глубина сварки с учетом прибавки 2 мм.
- Сварочные работы. Одновременно вставляются изделия в дорн и в гильзу. Продержав заданное количество времени, производится соединение сварных элементов.
- При остывании конструкции не рекомендуется производить механическое воздействие.

Стыковая сварка
Стыковочная сварка чаще применяется для труб с большим сечением и толщиной. Технология пайки состоит из нескольких этапов:
- Обработки торцовой части с помощью резака.
- Разогрева через сварочное зеркало зачищенной части.
- Сварки расплавленных изделий с помощью механического давления.
Этот метод хорошо зарекомендовал себя, благодаря прочности шва (не ниже самого изделия) и автоматизации процесса. Весь процесс может производиться в полевых условиях.
Способ сварки электрофитингом
Электрофитинги являют собой разные соединительные детали с особой конструкцией, во внутренней части размещены встроенные электрические нагреватели с выведенными наружу контактами.
Ход работ:
- Для начала процесса требуется запустить аппарат через автоматический режим на заданный промежуток времени (см. таблицу). Отключение произойдет автоматически. Дополнительно следует проверить уровень выталкивания пластика через контрольные точки на инструменте.
- Нарезаются отрезки заданной длины и обрабатываются обезжиривающим средством. Трубы очищаются с наружной стороны, а фитинг — с внутренней. Маркером ставится метка для прохождения фитинга.
- Готовые изделия вставляются в электрический фитинг и фиксируются, к внешним контактам подключается сварочное оборудование посредством провода. Под воздействием встроенного электронагревательного элемента осуществляется частичное плавление внутренней части фитинга и спайка с трубой.
 таблицу). Отключение произойдет автоматически. Дополнительно следует проверить уровень выталкивания пластика через контрольные точки на инструменте.
таблицу). Отключение произойдет автоматически. Дополнительно следует проверить уровень выталкивания пластика через контрольные точки на инструменте.
Холодная сварка
Реже используется метод по соединению труб через агрессивный клей. Аналогично пайке, склеивание труб начинается с заготовки элементов:
- Нарезки.
- Очистке от жира.
- Установки меток глубины проникновения.

Нанесение клея производится на соединительные элементы по отдельности. В заданном положении детали находятся близко 15 сек. Сам процесс эксплуатации производится через час. На протяжении этого времени соединенные изделия должны оставаться в неподвижном состоянии.
Метод соединения труб клеем сопоставим со сваркой. Но данная технология используется при монтаже холодного водоснабжения.
Сварка на труднодоступных участках
Для осуществления сложных монтажных работ необходимо разбить магистраль на составные части. Их пайка производится по отдельности. Затем осуществляется переход к самой большой и неудобной части.
Присоединяются изделия с меньшими параметрами. Один участок трубы жестко фиксируется на стене, предоставляя возможность отогнуть соединяемый элемент для размещения в насадке. Монтаж нагретых элементов должен производиться одновременно.
Сварка с использованием компрессионных фитингов
Краткая инструкция:
- Используя фаскосниматель, удаляются заусенцы и создается фаска для сохранения уплотнительного кольца при прохождении труб через фитинг.
- Замеряется на контуре глубина вхождения в фитинг для определения сопряжения труб со стопором.
- Труба обрабатывается смазкой.
- Подготавливается фитинг. Его можно полностью разобрать или послабить зажимную гайку.
- Осуществляется компрессионная сварка труб с переходником. Надевается зажимная гайка на трубу, на ней устанавливается цанга и корпус. На другом конце трубы размещается уплотнитель, закручивается гайка сначала рукой, потом ключом.
- Если в процессе участвует разборной фитинг, трубу заводят до стопорного кольца и зажимают гайку.

Распространенные ошибки
На первых этапах знакомства с технологией соединения труб не исключена возможность образования ряда ошибок. Для их предотвращения ниже приведен ряд рекомендаций:
- Недостаточный уровень прогрева паяльника приводит к снижению температурного режима. Это влияет на снижение качества сварки и образования протечки. Для исключения подобной ситуации, перед первой пайкой устройство прогревают до получения номинальной температуры (на протяжении 5 мин. и более) и не отключают его от сети до окончания всех работ.
- Под особый контроль попадает время плавления полипропилена на этапе прогрева. Если передержать изделие, материал сильно размягчается и деформируется. Отверстие может стать полностью перекрытым.
- Длительная стыковка изделий между собой образует плохой сварной шов. Детали успевают охладиться, что негативно отражается на результате.
- До начала работ рекомендуется проверить все фитинги. При наличии трещин или геометрических нарушений формы изделий, трубопровод получится низкого качества.
- Вся комплектация должна быть изготовлена одним производителем. Выпуск изделий под разными брендами основные отличия в температуре плавления.
 Для исключения подобной ситуации, перед первой пайкой устройство прогревают до получения номинальной температуры (на протяжении 5 мин. и более) и не отключают его от сети до окончания всех работ.
Для исключения подобной ситуации, перед первой пайкой устройство прогревают до получения номинальной температуры (на протяжении 5 мин. и более) и не отключают его от сети до окончания всех работ.
Если первая спайка завершилась неудачно, не рекомендуется применять фитинг повторно. Окончание трубы потребуется срезать.
Важные рекомендации
Кроме времени термического воздействия, необходимо придерживаться определенных правил пайки, напрямую влияющих на качество и эффективность технологии:
- В процессе эксплуатации сварочное оборудование должно быть подключено. Минимальное время между 2-мя пайками составляет не менее 5 мин.
- Нагрев двух соединительных изделий должен производиться одновременно.
- Предварительная разметка на поверхности трубопровода обеспечит соблюдение правильной глубины сварочных швов. Она также выступает в качестве ориентира для правильного размещения двух деталей по отношению друг к другу.
- Не рекомендуется проворачивать детали на этапах соединения и остывания нагретых частей. Это способствует нарушению целостности сварного слоя и утере герметичности.
Таблица с размерами и временем сварки
Для получения качественного соединения, следует ориентироваться на параметры сечения элементов и температуры внешней среды:
Приведенная в табличных данных длительность нагрева соединительных элементов актуальна для проведения работ при температуре 20°С. Для более суровых условий требуется увеличить длительность нагрева.
Для более суровых условий требуется увеличить длительность нагрева.
По завершению монтажных работ следует обязательно пустить воду через магистраль и проверить места стыков на отсутствие протечки.
Видео уроки
Написать отзыв
Ваше имя:
Ваш EMail: (не для публикации)
Ваш город:
Ваш отзыв:
Примечание: HTML разметка не поддерживается! Используйте обычный текст.
Оценка:
Плохо
Хорошо
Введите код, указанный на картинке:
Как сваривать пластмассы — полное руководство (с иллюстрациями)
Последнее обновление
Сварка пластмасс — это процесс соединения размягченных поверхностей термопластов с использованием тепла. Когда совместимые термопласты подвергаются нагреванию, они создают молекулярную связь, которая впоследствии приводит к пластическому формированию. В процессе производства приходится прижимать поверхности, подвергать их теплу и давлению, а затем охлаждать.
Используемые методы нагревания отвечают за различные типы доступных пластиков. Помимо выбранного метода сварки, на качество производимого пластика влияют и другие факторы. Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта.
Производство пластмасс неизбежно, так как они широко используются во всем мире, от простых до сложных. Примерами простого пластика являются одноразовые столовые приборы, виниловые игрушки и банки для хранения легких предметов. Сложные формы включают медицинское оборудование, интернет-кабели и строительные трубы.
Сложные формы включают медицинское оборудование, интернет-кабели и строительные трубы.
Как сварить пластик: основные этапы Однако этого процесса можно легко достичь, выполнив шаги, указанные ниже.
1. Начните с очистки и подготовки рабочего места
Обустройте свое рабочее место в хорошо проветриваемом помещении: Самый первый шаг в любой форме сварочных работ — это защитить себя. Перед началом работы наденьте защитное снаряжение и убедитесь, что вы находитесь в хорошо проветриваемом помещении. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Удалите мусор с пластика, промыв его теплой водой с мылом: Удаление всех загрязнений с пластика устраняет любые слабые места во время сварки. После мытья пластика необходимо вытереть его насухо чистой или безворсовой тканью.
Используйте жидкий растворитель для удаления стойких пятен с пластика. Одним из лучших жидких растворителей является метилэтилкетон (МЭК).
Обозначьте пластик, который вы выбрали правильно: Если вы посмотрите на пластик вокруг вас, вы заметите, что каждый из них имеет отдельную букву. Эти буквы являются идентификаторами типа пластика.
Например, буквы PP обозначают полипропилен, PVC — поливинилхлорид, а PE — полиэтилен. Эти буквенные идентификаторы должны быть основой для выбора наилучшего стержня, соответствующего конкретному типу пластика. Например, если вы соединяете полиэтилен, вам потребуется полиэтиленовый стержень.
Используйте набор для проверки сварочного электрода: Если вы не уверены, какой у вас пластик, используйте набор для проверки сварочного электрода. Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию.
Если стержень и пластик слипаются, значит, они сделаны из одного материала. Учитывая, что только один стержень может быть совместим с пластиком, сварщики должны тщательно проверять рекомендательные буквы перед началом работы.
Используйте наждачную бумагу с зернистостью 80, чтобы удалить любые рисунки с пластика: Проведите наждачной бумагой вперед и назад по поверхности пластика. Вы можете уменьшить усилие шлифования, используя шлифовальный круг или абразивный диск, прикрепленный к наждачной бумаге. Скребки для краски также полезны для этого упражнения.
Зажмите и закрепите лентой пластиковые детали вместе, чтобы зафиксировать стыки на месте: Перед включением резака убедитесь, что вы сформировали желаемый стык. Продолжайте размещать пластиковые детали на рабочем столе, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных зажимов. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу. Для достижения наилучших результатов воздержитесь от покрытия области сварки.
Для достижения наилучших результатов воздержитесь от покрытия области сварки.
2. Соединение пластика
Разогрейте сварочный пистолет не менее 2-3 минут: Различные пластики плавятся при разных температурах. Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемая температура находится в диапазоне от 200°C до 300°C или от 390°F до 570°F.
Нагрев пластика при температурах, превышающих эти значения, может привести к неэффективному плавлению пластика. В крайних случаях эти пластмассы могут полностью сгореть. Имейте в виду, что сварка пластмасс, таких как полипропилен, требует нагрева сварочного пистолета до 300°C или 570°F. Рекомендуемая температура для плавления ПВХ 275°С.0020 ° C или 527 ° F, а для полиэтилена 265 ° C или 509 ° F. оплавление концов суставов. Вы можете сделать это, установив насадку для прихватки на сварочный пистолет и слегка нагрев. Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
Используйте плоскогубцы, чтобы обрезать концы сварочных стержней: Держите плоскогубцы по диагонали к стержню и отрежьте его. Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Он также предотвращает образование больших пузырей пластика после начала сварки. Всегда давайте сварочному пистолету остыть при смене насадок и вставке нового сварочного стержня. Когда вы снова начнете сварку, убедитесь, что пистолет нагрет до рекомендуемой температуры.
Вставьте сварочный стержень в сопло скорости сварочной горелки: Сопло предназначено для удерживания стержня во время сварки. Если в вашем пистолете нет насадки, вам необходимо приобрести ее в ближайшее время. После установки насадки на пластиковый сварочный пистолет поместите стержень в другое отверстие сверху. Убедитесь, что вы помещаете обрезанный конец первым, так как вы будете использовать эту сторону, когда начнется сварка.
Убедитесь, что вы помещаете обрезанный конец первым, так как вы будете использовать эту сторону, когда начнется сварка.
Не прикасайтесь к насадке с прихватками, так как это может привести к серьезным ожогам, так как она еще горячая. Используя скоростное сопло, подайте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в узком месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Постепенно перемещайте скоростной пистолет по пластику: Убедитесь, что вы начинаете с верхней части трещины или с того места, где вы хотите соединить пластик. Чтобы завершить процедуру сварки, необходимо держать пистолет под углом 45 градусов, касаясь края сопла в сторону пластика.
Нагрейте пластик, пока он не расплавится, проводя сварочной горелкой вдоль стыка. Вы можете ввести стержень в сустав другой свободной рукой в медленном темпе.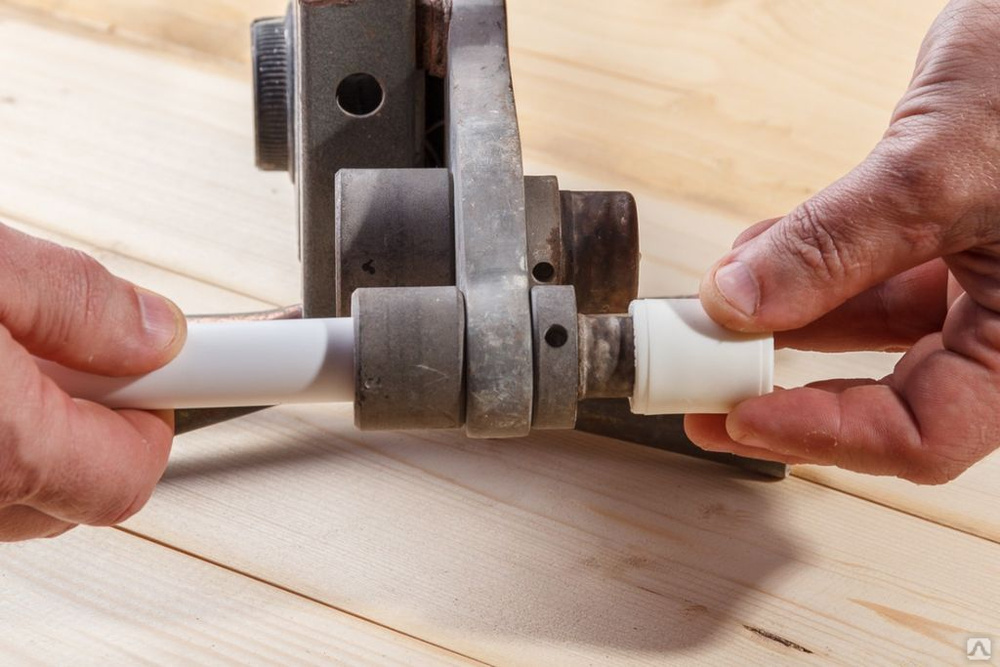 При этом пластик легко плавится, не горя. Если вы заметите изменение цвета, рассмотрите возможность увеличения скорости горелки.
При этом пластик легко плавится, не горя. Если вы заметите изменение цвета, рассмотрите возможность увеличения скорости горелки.
Во время маятниковой сварки качайте сварочный пистолет вперед и назад: Раскачивайте сопло на расстоянии около 2,5 см от стыка или трещины. Наклоните горелку под углом 45 градусов, расположив сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
В качестве альтернативы вместо пластикового нагревательного пистолета можно использовать обычную пропановую горелку. Пропановая горелка лучше всего работает на стыках, до которых трудно добраться с помощью скоростной форсунки. Для достижения наилучших результатов убедитесь, что вы одновременно управляете горелкой и сварочным пистолетом. Чтобы усилить постепенное плавление пластика, вы должны непрерывно качать горелку быстрыми движениями.
3. Завершение сварки
Дайте пластику остыть в течение не менее 5 минут: Прежде чем продолжить работу с пластиком, дайте ему остыть до комнатной температуры.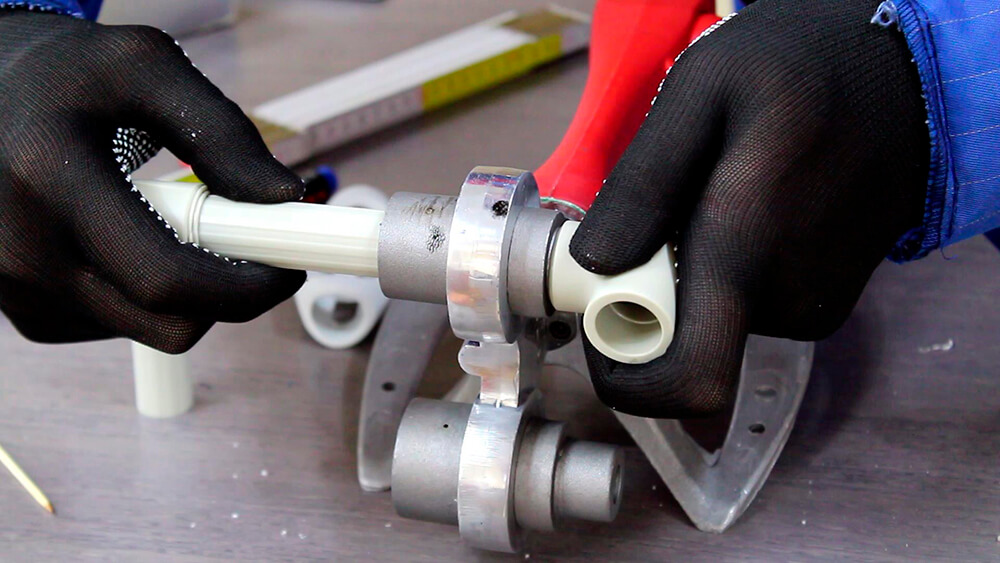 Одним из преимуществ сварных пластиков является то, что им требуется короткое время для охлаждения. Самый простой способ определить, остыл ли расплавленный пластик до нужной температуры, — поднести его близко к телу. Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Одним из преимуществ сварных пластиков является то, что им требуется короткое время для охлаждения. Самый простой способ определить, остыл ли расплавленный пластик до нужной температуры, — поднести его близко к телу. Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Убедитесь, что вы закрепили сварной шов до того, как он полностью остынет. Если свариваемый пластик недостаточно гладкий, добавьте больше сварочных стержней. Поместите сварной шов в безопасное место, желательно на термостойкую поверхность, пока он полностью не остынет.
Отшлифуйте сварной шов: Для обеспечения однородности сгладьте неровности наждачной бумагой с зернистостью 12. Шлифовка обеспечит выравнивание пластика и стыка. Это также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается.
Используйте наждачную бумагу с зернистостью 180/320 для финишной обработки пластика. : Наждачная бумага с зернистостью поможет вам зачистить сварной шов. Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Процедура шлифования с использованием наждачной бумаги с зернистостью 180/320 должна быть аналогична процедуре с наждачной бумагой с зернистостью 120. Трите сварной шов до тех пор, пока он не станет гладким на ощупь и не приобретет однородный вид. Начните шлифовать смешанный пластик наждачной бумагой с более низкой зернистостью, постепенно переходя к более мелкой. При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью.
Как сварить пластик: 5 методов
Если вы ищете ответ на вопрос, как сваривать пластик, на самом деле есть несколько способов. Эти методы различаются в зависимости от процессов нагревания. Они подразделяются на две основные категории: методы внутреннего и внешнего нагрева.
Вот наиболее распространенные методы сварки пластмасс:
- Ультразвуковая сварка : Этот метод включает в себя повторное формование или соединение термопластов с использованием тепла, выделяемого высокочастотными акустическими колебаниями. Процесс завершается преобразованием высокочастотной электрической энергии в высокочастотное механическое движение. В сочетании с другими внешними силами механическое движение производит тепло трения в точках соединения сварных швов. Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали.
- Радиочастотная сварка : Этот метод аналогичен ультразвуковой сварке. Однако в процессе вместо акустических колебаний используется высокочастотная электрическая энергия или радиоволны. Радиочастотная сварка является одним из наиболее предпочтительных методов сварки пластмасс. Время обработки для этого метода составляет от 2 до 5 секунд.
- Сварка горячим воздухом : Этот метод, обычно называемый газовой сваркой, использует горячий газ. Горячий газ обычно образуется после электрического нагрева воздуха в сварочной горелке.
- Лазерная сварка : Здесь две части сварных швов прижимаются друг к другу. Затем лазерный луч проходит через линию соединения, чтобы сформировать прочную связь, затвердевая пластик. Время обработки для этого метода составляет 3-5 секунд.
- Вибрационная сварка : Эта процедура основана на трении для получения тепла для сварки. Детали, которые нужно расплавить или соединить, трутся друг о друга с определенной амплитудой и частотой для создания трения. Непрерывные вибрации в конечном итоге будут генерировать тепло. Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.
 Однако в процессе вместо акустических колебаний используется высокочастотная электрическая энергия или радиоволны. Радиочастотная сварка является одним из наиболее предпочтительных методов сварки пластмасс. Время обработки для этого метода составляет от 2 до 5 секунд.
Однако в процессе вместо акустических колебаний используется высокочастотная электрическая энергия или радиоволны. Радиочастотная сварка является одним из наиболее предпочтительных методов сварки пластмасс. Время обработки для этого метода составляет от 2 до 5 секунд.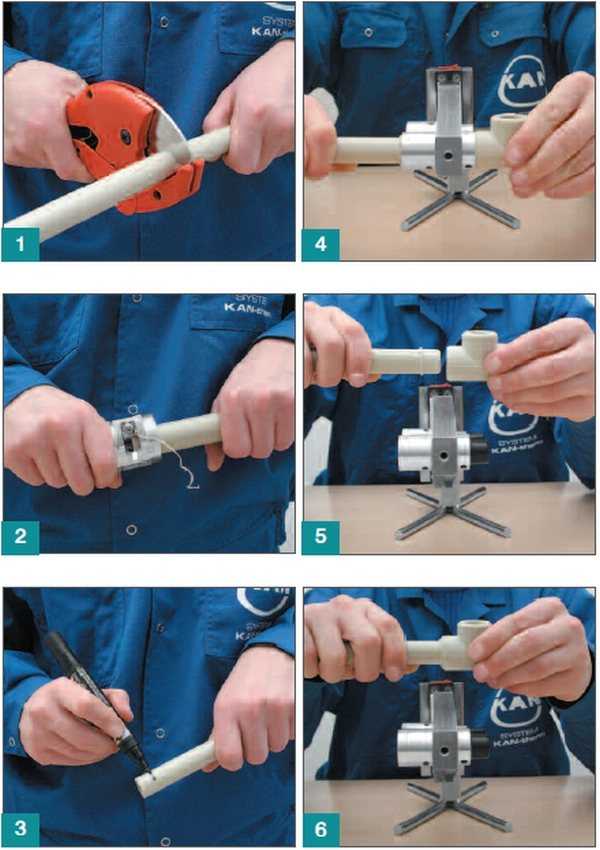 Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.
Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.Преимущества сварки пластмасс
- Подготовка рабочей поверхности проста.
- Сварка пластмасс не требует расходных материалов.
- Сварные пластмассы легкие.
- Пластмассовые сварные швы подходят для обеспечения герметичных или воздухонепроницаемых уплотнений.
Посмотреть этот пост в Instagram
Сообщение, опубликованное учебным центром Autopaint (@autopainttrainingcentre)
Недостатки сварки пластмасс
- Сильно зависит от совместимости материалов.
- Для большого количества методов сварки требуются конструкции соединений, которые трудно формовать.
- Стоимость сварки выше по сравнению с другими доступными на рынке методами.

Советы, которые следует учитывать при покупке сварочного аппарата для пластмасс
Ваши рабочие инструменты всегда будут определять вашу профессию. Если хороший сварочный аппарат используется по желанию, вы будете производить высококачественную конечную продукцию. Ниже приведены некоторые советы, на которые следует обратить внимание при поиске одного из них.
- Качество: Убедитесь, что сварочный аппарат соответствует мировым стандартам сварки, разработанным DVS, Немецким обществом сварщиков. Стандарты DVS подчеркивают важность прочной, структурной и молекулярной сварки,
- Гарантия: На ваш сварочный аппарат должна быть гарантия, чтобы уберечь вас от преждевременных поломок, ремонта или даже затрат на покупку нового.
- Поддержка: Проведите комплексную проверку системы поддержки вашего поставщика. Посмотрите на время обработки от знакомства с клиентом до доставки машины.
.
Часто задаваемые вопросы
Можно ли плавить пластмассы вместе?
Да. Плавить пластмассы вместе можно при условии, что их свойства совместимы.
Плавить пластмассы вместе можно при условии, что их свойства совместимы.
Почему пластик так широко используется?
Пластмассы широко используются благодаря их доступности и низкой стоимости. Кроме того, их можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Посмотреть этот пост в Instagram
Пост, которым поделился @theirishone91
Что такое ультразвуковой сварочный аппарат?
Ультразвуковой аппарат используется для преобразования переменного тока (AC) в механические колебания с использованием пьезоэлектрической керамики. Время оборота аппарата ультразвуковой сварки составляет 1-2 секунды.
Можно ли сваривать разнородные пластмассы?
Сварка пластмасс во многом зависит от типов используемых пластмасс и процессов сварки. Связь, образованная при попытке смешать два разных пластика, будет очень слабой.
Связь, образованная при попытке смешать два разных пластика, будет очень слабой.
Насколько прочны сварные швы?
Известно, что термопласты являются прочными сварными швами. Проект сварки и конечное использование определяют прочность сварных швов.
Заключение
В общем, обучение сварке пластика невероятно новаторское и стало идеальным методом для изобретения безграничных предметов. Эти предметы являются неотъемлемой частью нашей повседневной жизни. Пластмассовая промышленность также наняла большую рабочую силу, обеспечивая доход и средства к существованию для миллионов людей.
- Как сваривать пластик: основные этапы Преимущества сварки пластмасс
- Недостатки сварки пластмасс
- Советы, которые следует учитывать при покупке машины для сварки пластмасс
- Часто задаваемые вопросы
- Заключение
PP-R Heat Fusion | Полипропиленовые трубы Aquatherm
Тепловое сплавление — это процесс, используемый для соединения термопластов, таких как полипропилен Aquatherm, вместе. Вместо того, чтобы использовать клей, припой или механическое соединение и прокладку, тепловое сплавление физически превращает два куска пластика в один. Этот процесс аналогичен сварке, но не требует присадочного материала, а в случае специально разработанного Aquatherm Fusiolen PP-R и PP-RCT плавление при нагревании не ослабляет материал в месте соединения. Соединения Aquatherm для термосварки используют большую площадь соединения, что делает соединение не менее прочным, чем сама труба, а часто и прочнее.
Вместо того, чтобы использовать клей, припой или механическое соединение и прокладку, тепловое сплавление физически превращает два куска пластика в один. Этот процесс аналогичен сварке, но не требует присадочного материала, а в случае специально разработанного Aquatherm Fusiolen PP-R и PP-RCT плавление при нагревании не ослабляет материал в месте соединения. Соединения Aquatherm для термосварки используют большую площадь соединения, что делает соединение не менее прочным, чем сама труба, а часто и прочнее.
Тепловой сплав работает, возвращая точку соединения в расплавленное состояние, как это было во время производства. Это позволяет полипропиленовым цепям соединяться вместе, когда соединение остывает, для постоянного соединения, как если бы они были изготовлены как единое целое. Это предотвращает любую химическую или физическую слабость в месте соединения и приводит к гораздо меньшему количеству утечек или отказов.
Socket Fusion
Диаметр трубы: ½” – 4″
SOCKET Fusion – БЫСТРЫЙ И ПРОСТОЙ СПОСОБ СБОРКИ ТРУБОПРОВОДНЫХ СИСТЕМ.
Раструбные фитинги Aquatherm вплавляются в стенку трубы, делая соединения самой прочной частью всей системы. Для сварки с раструбом используются ручные сварочные аппараты и трубы и фитинги диаметром от ½ до 4 дюймов.
Надлежащая сварка раструба включает в себя разрезание трубы, маркировку ее глубины вставки, нагрев трубы и фитинга в течение определенного времени, а затем сжатие их вместе для охлаждения. Фитинги имеют специальные размеры, чтобы создать достаточное давление на трубу для правильного сплавления. После охлаждения труба и фитинг с муфтой становятся единым целым без потенциального пути утечки.
Сварка гнезд может выполняться вручную или с помощью вспомогательных аппаратов. При размерах более 2 дюймов использование другого установщика для помощи с сварочным аппаратом поможет сделать соединение более быстрым и стабильным.
Выход Fusion
ВЫХОДЫ FUSION ЯВЛЯЮТСЯ ПРОСТОЙ АЛЬТЕРНАТИВОЙ ТРОЙНИКАМ.
Вместо того, чтобы вырезать участок трубы для нового фитинга, выпускные патрубки Aquatherm можно установить непосредственно снаружи трубы. Выпускные фитинги специально разработаны для соответствия кривизне внешней стенки трубы для прочного и надежного соединения.
Для установки отвода просто просверлите стенку трубы, нагрейте трубу и фитинг и поместите отвод в стенку трубы.
Выходы для сварки не ослабляют структуру трубы и могут располагаться гораздо ближе друг к другу, чем другие соединения ответвления.
Стыковая сварка
Диаметр трубы: 6″ – 24″
СТЫКОВАЯ СВАРКА (ТАКЖЕ ИЗВЕСТНАЯ КАК СТЫКОВАЯ СВАРКА) ИСПОЛЬЗУЕТСЯ ДЛЯ ТРУБ И ФИТИНГОВ ДИАМЕТРОМ ОТ 6″ ДО 24″.
Для выполнения стыкового сварного соединения концы трубы строгают до гладкости, прижимают к нагревательной плите, затем прижимают друг к другу при охлаждении.
Фитинги, используемые при стыковой сварке, изготавливаются из самой трубы или соответствуют диаметру трубы, поэтому дополнительные муфты не нужны.
Ремонт
Труба Aquatherm очень долговечна, но при определенных обстоятельствах может быть повреждена. В случаях, когда труба треснула из-за напряжения, пораженный участок можно отрезать и выбросить.
Если труба была проколота, для герметизации отверстия можно использовать ремонтную заглушку вместе с соответствующей сварочной головкой. Можно использовать оба конца ремонтной заглушки: ¼ дюйма с одной стороны и 7/16 дюйма с другой. Если в трубе слишком большое отверстие для ремонтной заглушки, можно использовать выпускной фитинг и закрыть его крышкой.
Инструмент для горячей врезки из полипропилена
В некоторых ситуациях желательно или необходимо добавить выход или ответвление к действующей действующей линии обслуживания. Это «горячее включение» исключает простои системы и сводит к минимуму перебои в обслуживании.
С трубой Aquatherm легко врезаться под давлением! Мы объединились с нашими партнерами из McElroy, одного из ведущих производителей оборудования для сварки полипропиленовых (ПП) труб, чтобы предложить первый в отрасли инструмент для горячей врезки ПП.