Как правильно сваривать металл инверторным сварочным аппаратом. Как правильно варить инвертором для начинающих
Как правильно варить инверторной сваркой: пособие новичку
На даче, в гараже или же собственном доме постоянно присутствует необходимость выполнения какого-либо ремонта. Немаловажным значением для этого является наличие соответствующей техники. Одним из таких аппаратов является сварочный инвертор. С его помощью выполняются любые работы по сварке металлов, а также их резке. Это позволяет обходиться без привлечения дорогостоящих профессионалов при необходимости выполнения небольших объемов работ, а как правильно варить инверторной сваркой рассмотрим далее.
Сварка инвертором для начинающих становится непростым делом, если не получить теоретическую подготовку и первоначальную практику. Сварочная техника инверторного типа вполне доступна по цене, имеет различные классы как для новичков и любителей, так и для выполнения трудоемких процессов профессиональными сварщиками. Сама процедура сварки инвертором несколько сложнее, чем работа на обычном электросварочном аппарате, однако вполне доступна даже начинающим электросварщикам.

Принцип работы сварочного инвертора
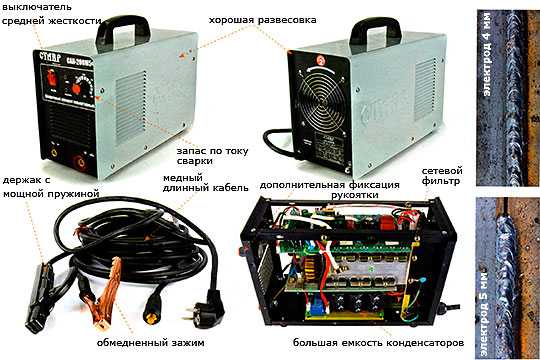
Инверторное устройство получило свое название из-за принципа работы. На корпусе устройства имеется выключатель питающей сети, индикаторы наличия напряжения питания и перегрева, специальные разъемы для подключения кабелей, регулировочное устройство плавного или же ступенчатого переключения тока. Все модели оснащены ручками для удобства переноски. Помимо этого, некоторые экземпляры снабжаются дополнительными индикаторами величины сварочного электротока. Для ознакомления с устройством, а также выполнением работ посмотрите соответствующие видеоуроки по выполнению сварки инвертором для начинающих.
В инверторном аппарате электроток переменного напряжения 220 В преобразуется в постоянный, после чего сглаживается специальным электрофильтром. После этого, в расположенном внутри устройства блоке, происходит преобразование постоянного тока в высокочастотный переменный. Он понижается до необходимого значения напряжения для возможности получения электросварочной силы тока в 120-200 А.
Для такого двойного преобразования необходимы небольшие по габаритам трансформаторы, что позволяет значительно снизить массу аппарата. Данная техника обладает высоким КПД (порядка 90 %), а также значительно экономит электроэнергию. Для питания используется домашняя электросеть с напряжением 220 В или же промышленная 380 В для применения на производстве. Профессиональные экземпляры работают в нескольких режимах и предназначены для длительной эксплуатации без перерыва.
Принципы работы инвертором
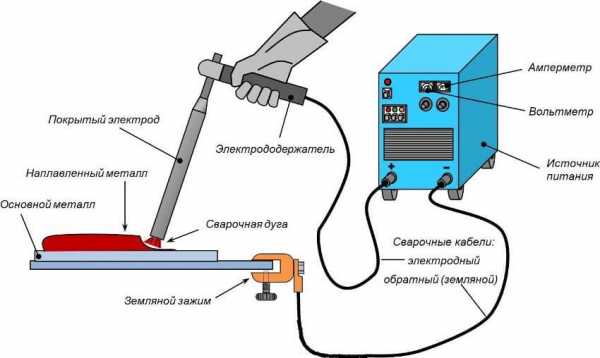
Работа на электросварочном приспособлении данного типа проводится по аналогии с обычным аппаратом. Перед тем как варить инвертором, необходимо подробно изучить технологию работы. Расплавление металла происходит под воздействием горячей электрической дуги. Она образуется между свариваемым металлическим изделием и электродом. Для этого они подсоединяются через кабели к зажимам «+» и «-» на инверторном устройстве. Научиться самостоятельно пользоваться дома электросварочной техникой инверторного типа совершенно не сложно, хотя как правильно сваривать металл инвертором для новичков нередко становится проблемой.
Специальным регулятором на корпусе устройства устанавливается требуемый сварочный ток. Его величина зависит от значения толщины свариваемого изделия и его материала. Токовая величина контролируется при помощи стрелочной или же электронной индикации на корпусе электросварочного приспособления. Зажигание дуги проводится при подношении электрода к свариваемой детали под небольшим углом. Активация происходит при касании его к металлическому участку.
После появления сварочной дуги стержень располагается на небольшом расстоянии от детали, равном ориентировочно его диаметру и выполняется сваривание металла. По окончании процесса накипь, а также шлак с поверхности шва удаляются при помощи постукивания молотка или же другого металлического предмета. Лучше понять процесс поможет видео, где сварка инвертором изложена весьма подробно.
Подготовка к работе (рабочее место, электроды, оборудование)
Перед началом электросварочного процесса необходимо правильно подготовить рабочую площадку и необходимую оснастку. Варить можно на специальном металлическом сварочном столе или же на небольшой свободной площадке. Заранее подготавливаются зажимы и приспособления для надежной фиксации соединяемых деталей.
Рабочая площадка оснащается хорошим освещением и вентиляцией. Она освобождается от посторонних предметов, а также жидкостей, которые могут воспламениться от случайного попадания искр. Сварщик должен работать на специальном деревянном настиле, являющемся защитной мерой от возможного поражения электротоком.
Электрод следует подобрать по типу свариваемого металла, а также его толщины. Качество электросварки зависит от этого правильного подбора и настройки аппарата. Профессиональные сварщики учитывают еще и положение самого шва (горизонтальный или вертикальный), его глубину и прочие параметры. Под каждую марку металла выпускается свой тип электрода. Они отличаются своим составом и предназначением. Чтобы сварить сталь нержавеющего вида, чугун или же обычное стальное изделие необходимо правильно подобрать тип электродов. Существующие виды и типы можно изучить здесь.
Для инверторной электросварки применяются УОНИ, АНО, МР, ОЗС диаметром от 2 до 5 мм. На качество используемых электродов влияют условия их хранения и транспортировки. Подготовительный процесс, а также сама сварка для начинающих показано в видео с инвертором в качестве электросварочного оборудования.

Работа инвертором
Чтобы основы использования инверторной электросварки были более понятными, необходимо понять физическую суть образования соединительного шва. Металлические изделия завариваются при помощи электродов. Они состоят из металлического сердечника и специального покрытия – обмазки. Этот состав применяется для закрытия сварочной области от попадания кислорода.
При контакте электродного сердечника с металлической поверхностью возникает электрическая дуга. Под тепловым воздействием начинает плавиться обмазка и покрывать свариваемый участок. При этом ее часть испаряется, превращаясь в газы. Расплавленная в процессе работы обмазка сверху покрывается жидким металлом, который создает еще один защитный слой от кислородного воздействия. По окончании остывания получившийся шлак на месте сварки необходимо удалить.

Розжиг дуги
Разжигание электродуги начинается только после надевания специальной защитной маски. Это требуется для защиты сетчатки глаз от возможного ожога. Болевые симптомы появляются спустя некоторое время и сопровождаются жжением, а также прочими неприятными ощущениями. Если планируете работать со сварочным аппаратом, то необходимо знать, что делать при ожоге глаз.
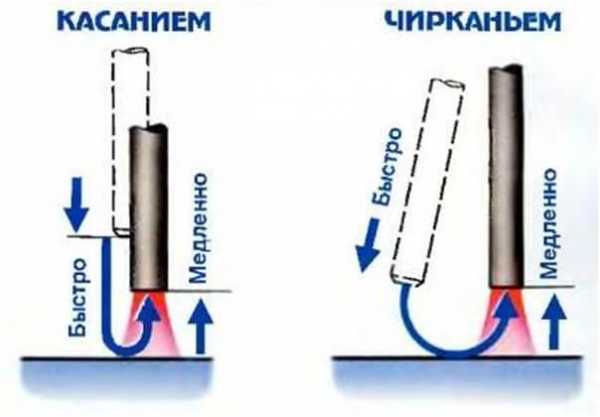
Розжиг выполняется одним из двух методов: чирканьем и касанием. Выполняя чиркающие движения по поверхности, провоцируется запуск дуги.
Чирканье проводится непосредственно в месте соединения металлов или же поблизости от него. После этого движения электродный стержень приподнимается над поверхностью на необходимое расстояние для удержания дуги. При касании производится постукивание по металлическому участку в начале будущего шва до появления электрической дуги.
Передвижение электрода
После розжига сварочной дуги проводится обучение движениям. На пластине из металла проводится мелом линия, имитирующая стык. После зажигания дуги начинает плавиться металл и появляется пленка расплавленного шлака. Этот участок именуется сварочной ванной. Именно ее начинает учиться двигать начинающий электросварщик. Для передвижения электродный стержень наклоняется под углом порядка 45-50°. Эта величина условная и влияет на ширину сварочной ванны.
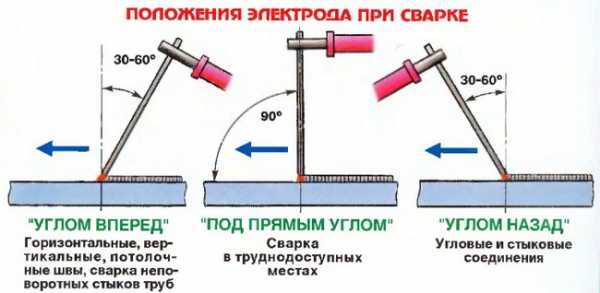
Ведение электросварочного шва выполняется тремя способами:
- под прямым углом;
- углом назад;
- углом вперед.
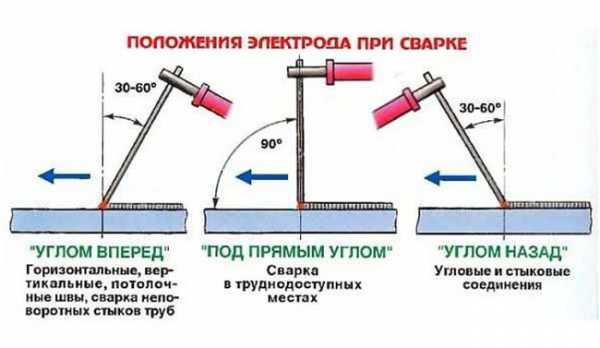
Движение под прямым углом используется при электросварке в труднодоступных местах. При этом получается симметричная ванна, которая не слишком удобна. Заваривание углом назад предоставляет возможность для лучшего наблюдения за процессом и контроля за качеством. Этот способ используется для нижних швов, а также при выполнении прихваток. Применение сварки углом вперед позволяет получить хорошую глубину ванны в самом начале сварного шва. При этом видно, как дуга выдавливает металл и не позволяет ему покидать ванночку.
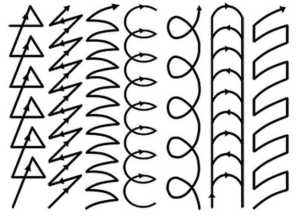
Наложение шва широкого типа требует выполнения циклических движений. Передвижение электродного стержня выполняется одним из нескольких способов, представленных на рисунке.
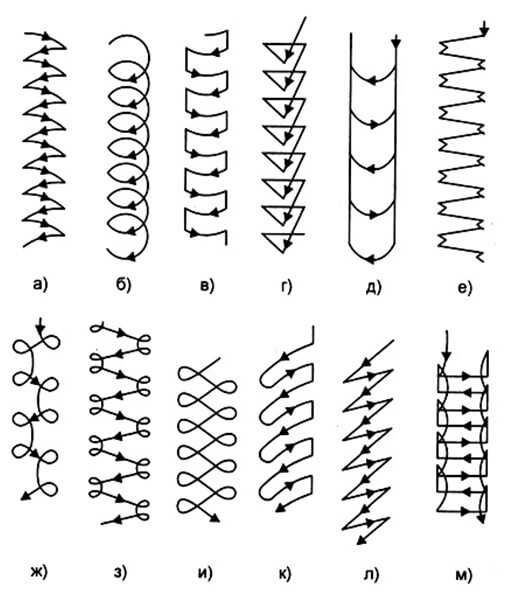
Учтите, что заваривать широкие швы необходимо с постоянным наклоном. При этом перемещается не сам кончик стержня ручкой электрододержателя, а весь электрод.
Контроль дугового промежутка
Одним из важнейших факторов, влияющих на качество электросварочных работ, является дуговой промежуток. При его малой величине (до 2-х мм) получается укороченная дуга. Она не прогревает место соединения, из-за чего образуется неглубокий провар. При расстоянии более 3-х мм увеличивается длина электрической дуги. Она становится нестабильной и не удерживает необходимое направление плавления. Кроме того, защитный слой не полностью покрывает плавильную ванну и увеличивается разбрызгивание расплавленного металла.
Для начинающего электросварщика существует непреложное правило – дуговой промежуток составляет 2-3 мм. При использовании инверторных моделей с соответствующими функциями для облегчения электросварочного процесса, необходимость выдерживания этого расстояния отпадает. В этом случае требуется всего лишь вести электрод по металлической поверхности.
Правила создания ровных швов
На качество сварного соединения влияет правильность наложения шва. Оно зависит правильности подобранного электрода, его угла наклона, а также длины дуги. Оптимальная величина расстояния от металлической поверхности до кончика стержня – 2-3 мм. При меньшей длине шов получается чересчур выпуклым из-за малой площади прогрева. Это значительно уменьшает прочность сварного соединения. Большой зазор дуги заставляет ее скакать и недостаточно прогревать место сварки. Полученный участок соединения будет ненадежным, а сварной шов – размазанным.

Полярность и установка сварочного тока
Подключение электрода к положительному выводу называется прямым, а к отрицательному – обратным. Оба метода сварки применяются для соединения металлических изделий, однако при различной толщине. Металлы до 3 мм лучше сваривать обратным методом, а толстые – прямым. Однако, этот подход не является непреложным правилом, вследствие чего пользоваться сварочником можно при любом подключении. В целом несложно понять, как именно работать инвертором при ознакомлении с основными правилами и сутью процедуры сваривания.
Физика заключается в передвижении электродов от отрицательного элемента к положительному. При этом они передают энергию поверхности, повышая ее температуру. Это означает, что деталь, подключенная к положительному выводу электросварки, нагревается больше. Данный процесс актуален при сварке изделий значительной толщины. Это позволяет их хорошо разогреть и получить качественный шов. При работе с тонким металлом не требуется сильный нагрев металлических изделий, поэтому они подсоединяются к отрицательному контакту инвертора, а электрод – к положительному.
Величину сварочного тока выбирают исходя из толщины и типа свариваемых изделий. Если при первоначально установленном значении получаются несвязные шовные полоски, необходимо повысить значение электротока. При сложности передвижения ванночки с расплавленным металлом следует снизить токовую величину на аппарате. От выбранного для электросварки электрода, а также типа инверторного устройства напрямую зависят настройки электросварочного процесса. Для облегчения выбора токовой величины воспользуйтесь таблицей.
Безопасность при работе
Перед началом электросварочного процесса следует позаботиться о безопасности. Для этого подбирается защитная экипировка, состоящая из перчаток на толстой негорючей основе, сварочная маска, спецодежда, защищающая от искр, и соответствующая обувь. Специальные стекла на маске должны предохранять глаза от электрической дуги разной величины тока. Удобным вариантом является использование «Хамелеонов», которые автоматически подстраиваются под мощность дуги.
Не стоит забывать об опасности поражения электротоком и противопожарных мерах. Ознакомление с процессом работы с инверторной сваркой, должно начинаться с изучения инструкции по безопасности при выполнении электросварочных работ. Кабели обязаны иметь целую изоляцию, все электрические соединения и подключения – закрытое исполнение. На полу разместите деревянную сухую подставку и пользуйтесь электросетью с защитными аппаратами. Огнетушитель, песок и вода всегда помогут погасить возникшее случайное пламя. Всегда помните, что от соблюдения мер безопасности зависит не только целостность оборудования, но также здоровье и жизнь электросварщика.
oxmetall.ru
Сварка инвертором для начинающих. Инструкция по инверторной сварке.

Содержание статьи
Что такое «инвертор»?
Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.

Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как сваривать детали? Основные приемы и секреты для начинающих.
Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.

Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Что такое сварочный шов и как его сделать?
Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну). Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.
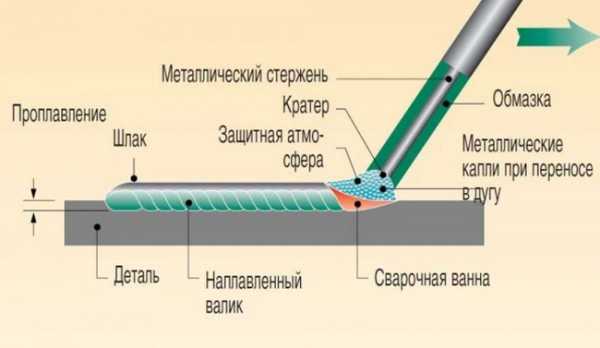
Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием. Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
 Движения электрода при сварке инвертором
Движения электрода при сварке инверторомС чего начать сварку металла инвертором?
Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности. Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.

Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
| Толщина металла,мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметрэлектрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Ток сварки, А | 50- 60 | 110- 120 | 110-120 (приd=3MM)140-160 (приd=4MM) | 140- 160 | 140-160 (приd=4MM)225-300 (приd=5MM) |
Как пользоваться сварочным инвертором?
Не спешите! Торопясь сделать шов, вы, скорее всего, получите некачественное соединение.
В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
-несколько раз ударить кончиком электрода об изделие;
-применить способ, аналогичный розжигу спички.
Чтобы наловчиться прокладывать шов, сначала можно отметить на металле предполагаемую линию. Отметьте так, чтобы вам было ее четко видно. Далее разжигаем дугу, и направляем ее к отметке до упора. Там начинает плавится металл и все это покрывается шлаком, как было сказано выше. Это и есть сварочная ванна, это ее нужно двигать, «вырисовывая» рисунки, как показано на рисунке выше.
Двигать сварочную ванну электродом нужно под определенным углом. Существует два отличия как сваривать детали: под углом вперед и под углом назад. Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов. Соответственно, второй вид сварки характерен для толстых металлов.
Помимо всех вышеуказанных показателей следует соблюдать еще и оптимальную длину сварочной дуги. Это то расстояние от окончания электрода до детали. Есть короткая, средняя и длинная. Короткая – 1 мм, средняя – 2-3 мм, длинная – 5 и более мм, до полного отрыва и исчезновения дуги. Для новичка оптимальной длиной считается средняя дуга. При длинной дуге металл нагревается недостаточно потому что она «скачет», шов будет не качественным. При сварке короткой дугой появляются слишком выпуклые валики, прогрева возле них мало, это может повлечь появление подрезов (канавки вдоль шва). Это делает шов также некачественным.
Если шов получился с дефектами – не расстраивайтесь, еще можно его подправить. Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.
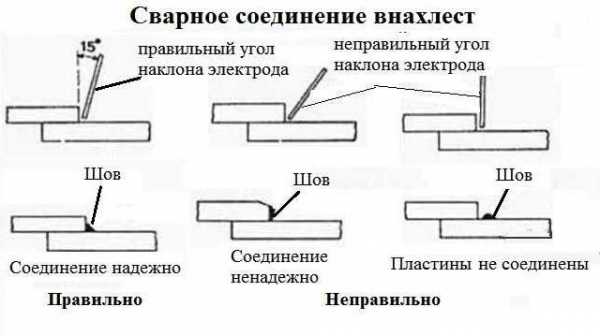
Сварка инвертором для начинающих тонкого металла характеризуется наличием основными видами: встык и внахлест. Для новичков проще варить внахлест, есть гарантия, что вы не приварите металл к столу. Сварка тонкого металла встык имеет множество сложностей и особенностей при использовании инвертора. Чаще для этого используют сварочные полуавтоматы, которые лично для себя обычно никто не приобретает. Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
[Всего голосов: 6 Средний: 4.2/5]
svarkaed.ru
Как научиться варить сварочным инвертором — изучаем основы
Март 23, 2017
Чтобы разобраться в том, как научиться правильно варить сварочным инвертором, следует сначала выяснить, что же именно представляют собой подобные аппараты. Сварочный инвертор имеет довольно компактную конструкцию, переносить его с одного места на другое значительно легче по сравнению с обыкновенным сварочным аппаратом, работающим на основе трансформатора. Кроме того, работать с современным устройством значительно удобнее.
Основные элементы конструкции инвертора, принцип образования дуги
Сваривать металлические элементы при помощи инвертора достаточно надежно можно только в случае, если знать хотя бы приблизительное его устройство. Прежде всего, конструкция данного оборудования занимает не слишком много места: все необходимые детали помещаются в малогабаритном металлическом ящике, который в длину не превышает полуметра, в ширину обычно не больше 20 см, а в высоту – порядка 30 см. Общая масса конструкции составляет порядка 10 кг.
Принцип его работы заключается в выдаче электрического тока с подходящей силой и напряжением. Инвертор выдает в районе свариваемой поверхности постоянный ток, формируемый из переменного напряжения, находящегося в бытовой сети, – 220 В.

У аппаратов всегда имеются две клеммы – катод, или отрицательно заряженный проводник, и анод – положительный. Одна из них используется для подключения электрода, а другая соединяется с металлом, который будет свариваться. После того как начинает подаваться напряжение, формируется единая электрическая цепь. Если сделать ей незначительный разрыв, величина которого будет составлять всего лишь несколько миллиметров (как правило, не больше 8), то в этом месте осуществляется ионизация воздуха и возникает соответствующая электрическая дуга.
Чтобы правильно научиться варить инвертором, следует понимать, что основная масса тепла выделяется именно в электрической дуге, которая горит при температуре порядка 7000 градусов. Это позволяет качественно расплавить кромки свариваемых металлических заготовок.
Когда дуга искрит, происходит расплавление не только кромок металла, но и самого электрода, в результате все эти материалы перемешиваются друг с другом. Если сварочные работы проводятся плохо, то шлак, который, как правило, значительно меньше по плотности по сравнению с металлом, будет оставаться в толще металла. Это значительно снижает качество получаемого сварного соединения.
Обычно шлак выходит на поверхность и не допускает, чтобы свариваемые элементы окислялись кислородом, содержащимся в воздухе, или же начинали поглощать азот из окружающей среды. После того как расплавленный металл начнет застывать, происходит формирование сварного соединения.
Основные параметры сварных работ
Чтобы перенять опыт видавших виды сварщиков, нужно разобраться с таким понятием, как полярность тока, потому что она бывает прямой и обратной. Первая формируется в случае, если ток протекает от катода к аноду. Обратная полярность получается при противоположной ситуации.
Если человек знает, как правильно варить, то он поймет, что наивысшая температура будет формироваться на клемме, от которой начинает проистекать электрический ток. При использовании прямой полярности температура будет выше непосредственно на заготовках. Как правило, подобной технологией пользуются сварщики, которые только начинают постигать азы данного ремесла.
При обратной полярности более высокая температура формируется на электроде. Данная технология полезна при проведении работ с листами металла незначительной толщины, а также при работе с металлами, которые не слишком хорошо реагируют на перегрев, что может привести к порче заготовки.
Немаловажную роль играет толщина электрода или сварной проволоки. Этот показатель напрямую зависит от того, насколько толстыми будут свариваемые детали. В принципе, от этого показателя следует отталкиваться при выборе силы тока. Получается, что чем выше толщина электрода, тем большую силу электрического тока нужно подавать на него.
Также следует учитывать, что на показатель силы тока оказывает непосредственное влияние местоположение шва – горизонтального, вертикального, потолочного и так далее. Для постепенного освоения инверторной сварки следует тщательно изучить таблицу, где приводятся соответствующие силы тока, диаметры электродов и другие немаловажные показатели, касающиеся проведения сварных работ.
Каковы главные положительные качества инвертора?
Инверторный аппарат гораздо удобнее для проведения сварочных работ. Даже большинство профессиональных сварщиков говорят о том, что подобная технология значительно лучше и проще по сравнению с примитивным трансформатором. Благодаря применению данного изделия можно не только с легкостью сформировать дугу, но и получить ее в конечном счете максимально устойчивую.
Подобный эффект позволяет не допустить чрезмерно сильного разбрызгивания металла. Инвертор хорош еще и тем, что в нем предусмотрен целый ряд разного рода дополнительных характеристик. В частности, одной из наиболее полезных функций является так называемый «Горячий старт», который позволяет сделать сварочный ток в самом начале проведения работ как можно более сильным. Это позволяет сформировать дугу значительно проще и быстрее.
Еще одной функцией является «Сильная дуга». Данный элемент активируется только в случае, если электрод чересчур близко подошел к свариваемым элементам. При подобном развитии событий аппарат будет увеличивать силу тока в автоматическом режиме. Это позволяет расплавлять металл как можно быстрее, чтобы электрод не прилипал к заготовкам.
Третьим полезным качеством является опция «Антизалип». В случае необходимости она делает электрический ток наиболее низким, чтобы электрод можно было очень быстро оторвать от поверхности металла и продолжить выполнение работ. Функция очень полезна для тех, кто пока полностью не разобрался в том, как правильно оторвать электрод от заготовки.
Инвертор представляет собой довольно экономичный аппарат. Если рассматривать электроды с диаметром 3 мм, то для их качественного использования вполне достаточно установить напряжение с мощностью 4 кВт – это в полной мере соответствует нормальному параллельному подключению двух электрических чайников.
Экономичность конструкции в плане потребления электрического тока позволяет буквально в течение одного сезона оправдать довольно высокую стоимость инверторного сварочного аппарата.

Какие меры, касающиеся техники безопасности, необходимо соблюдать?
Чтобы разобраться, как варить инверторной сваркой, сначала следует уяснить основные нормы безопасности. Дело в том, что сварочные работы отличаются особой опасностью для здоровья и жизни человека, поэтому к ним следует подходить с осторожностью.
- Перед тем как приступить к выполнению работ, нужно очистить прилегающее пространство от деревянных предметов и других вещей, способных быстро воспламениться. Этот момент очень важен именно для тех людей, которые только начинают осваивать сварку. Электроды, шлак, расплавленный металл отличаются очень высокой температурой, что может стать причиной быстрого возгорания.
- На себя следует надеть плотную одежду, по возможности закрывающую все тело: длинные плотные брюки, куртку или кофту с длинными рукавами. Это делается для того, чтобы капли расплавленного металла не смогли попасть на кожу и вызвать сильный термический ожог.
- Глаза и лицо необходимо защитить специальной маской со встроенным темным стеклом или светофильтром. Оно не будет пропускать солнечный свет, но горение дуги будет прекрасно видно, также этот фильтр позволит хорошенько рассмотреть, как происходит расплавление металла и заполнение сварного шва.
- Если дуга горит, но сваривания металла не происходит, то это может сказать о неисправности аппарата или недостаточной силе тока. Прибавить ее можно на рабочей панели оборудования. Если это не помогло, то инструмент следует сразу обесточить, так как наверняка внутри него произошла какая-то поломка. Она может вызвать поражение электрическим током.
- Категорически запрещается работать во влажную погоду, при слишком низких температурах и других неблагоприятных атмосферных явлениях, потому что это также зачастую вызывает удар током.
- Не следует наблюдать за проведением или выполнением сварных работ без защитного стекла – это вызывает сильный ожог роговицы, от которого придется восстанавливаться в течение нескольких дней. Ожоги этого плана бывают различными: слабая степень характеризуется возникновением перед глазами светлых пятен; средняя степень начинается с ощущения песка в глазах; сильная может вызвать частичную или абсолютную потерю зрения.
Как правильно зажечь дугу?
Люди, стремящиеся выяснить, как научиться варить сварочным инвертором, должны сначала потренироваться правильно зажигать дугу и поддерживать ее горение в течение всего периода проведения работ.
На первом этапе следует подключить клеммы в зависимости от того, с какой полярностью планируется работать – прямой или обратной. Если опыта в сварке на настоящий момент совсем нет, то нужно использовать только прямое подключение. Начинающему сварщику лучше брать универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм.
Применять более толстые электроды нежелательно, так как они могут вызвать серьезное колебание дуги и нестабильное ее горение. Работа с подобными расходными материалами требует лучших навыков.
Поначалу нужно установить силу тока, равную 100 А. Использование маски с непривычки может вызвать некоторый дискомфорт, однако для сохранения зрения им можно и пожертвовать. Перед непосредственным розжигом дуги нужно слегка постучать электродом по металлу, чтобы сбить обмазку с его края.
Поджигать дугу можно одним из следующих способов:
- чирканье;
- легкое касание.
Если принять во внимание все рассмотренные моменты, то разобраться, как варить сварочным инвертором, будет не слишком сложно. Тем более, что он может использоваться для различных материалов.
electrod.biz
видео для начинающих с нуля и фото
Если вы не знаете, как научиться варить сварочным инвертором, видео и подготовленная пошаговая инструкция поможет разобраться во всех нюансах данного процесса. Не редко у начинающих сварщиков возникает необходимость взять в руки аппарат, чтобы сварить кузов автомобиля, залатать дыры в металлоконструкциях и пр.
Содержание статьи
Этапы сварки инвертором

Таблица видов сварных швов
Научиться варить кузов авто или другие детали начинающим сварщикам с помощью инвертора можно. Правильно использовать сварочный инвертор не так сложно, как многим кажется. Даже если вы никогда не брали в руки данный инструмент, и плохо разбираетесь в видах электродов, это не станет помехой на пути к самостоятельному ремонту автомобиля или изготовлении какой-то конструкции из металла.
Причин научиться варить инвертором огромное множество. Имея в распоряжении Сварис 160, Сварис 200 или любой другой хороший аппарат, освоить сварочное дело окажется еще легче. Не последнюю роль играет аппарат, используемый в процессе сварки.
Весь процесс делится на три основных этапа:
- Подготовка;
- Розжиг дуги инвертора;
- Выполнение сварного шва.
Предварительно советуем выбрать хороший аппарат — Сварис 160, Сварис 200 или подобные им инверторы.
Подготовка
Фото схемы классификации сварочной дуги
Инвертор — это сварочное устройство. Данный аппарат обеспечивает соединение элементов металла путем их сваривания между собой. Так вы сможете правильно сварить кузов собственного автомобиля, заделать отверстия в металлическом заборе, починить решетки на окнах и выполнять ряд других бытовых задач.
Подготовка состоит из нескольких шагов.
- Место сварки инвертором. Заранее определите пространство, где будет располагаться ваш Сварис 160 или 200 для выполнения сварочных мероприятий. Для этого нужно очистить территорию от мусора, деревянных, бумажных предметов, которые могут загореться из-за отлетевшей искры. Лучше всего варить, расположив инвертор на бетонном полу.
- Подключение инвертора. Обычно для подключения бытового инвертора используют однофазную схему. Это позволяет работать инвертором от розетки на 220В. Усы инвертора имеют клеммы плюс и минус. На минус идет электрод, а плюс подключается к одной из обрабатываемых поверхностей.
- Защита работника. Немаловажный момент, который напрямую влияет на вашу безопасность. Можно ли работать без перчаток? Ни в коем случае. Варить можно только при наличии полного комплекта защитных средств — перчатки, маска, плотный костюм, резиновые ботинки. Тело должно быть полностью закрытым.
- Включаем аппарат инвертор. Возьмите в руку клемму, на которой установлен электрод. Специальным тумблером включается аппарат и можно приступать к процессу розжига. Предварительно установите требуемое значение сварочного тока. Если электрод для инвертора имеет диаметр 3 мм, величина тока составит 100 А. Правильно будет предварительно изучить техническую документацию, которой комплектовался ваш аппарат Сварис 160, 200 или другая модель инвертора. Начинающим крайне важно понимать, как варить тот же кузов автомобиля. Но лучше первый опыт получить на более простых поверхностях. Попробуйте просто сварить между собой пару металлических заготовок.
Дуга инвертора
Следующий этап — это розжиг инверторной дуги. Здесь придерживайтесь нескольких рекомендаций, дабы аппарат выполнил то, что вы от него ждете.
- Научиться розжигу инвертора не сложно, но потребуется время. Сначала можно столкнуться с определенными сложностями, но вскоре на это будет уходить минимум усилий;
- Для всех начинающих сварщиков основная сложность начинается именно с розжига дуги. Потому не правильно думать, что только у вас все так плохо получается;
- Чтобы разжечь дугу инвертора при первой сварке по холодному металлу, используют чирканье. Этот метод аналогичен розжигу спички о коробок;
- Пронесите электрод над заготовкой, немного заденьте поверхность детали, которую собираетесь варить;
- Первый раз можно столкнуться с залипанием, то есть электрод просто прилипнет к металлу. Чтобы исправить ситуацию, просто наклоните клемму в другую сторону. Так вы надломите стержень. Если не сработало, просто отключите инвертор от питания;
- Чиркать нужно до того момента, как появится дуга. Ни в коем случае не начинайте чиркать, не опустив на лицо маску. Смотреть на дугу без светофильтров губительно для зрения;
- Чтобы поддерживать дугу, нужно зафиксировать наконечник электрода на расстоянии 3-5 миллиметров от свариваемой поверхности;
- Здесь у начинающих сварщиков возникает другая сложность — выдержка нужного расстояния. Если приблизить слишком сильно, электрод прилипнет. При удалении теряется дуга, потому придется выполнять розжиг заново;
- Во время сварки электрод будет постепенно расходоваться, а обмазка выгорать. Металл же начнет заполнять пространство, на котором выполняется сварочный процесс. Потому не забывайте постепенно двигать рукой электрод вдоль шва.
Сварочный шов
Помимо сварочного шва, нужно понимать суть сварной ванны. Только так можно достичь желаемого результата.
- Когда разжигается дуга, образуется лужа из расплавленного металла. Ее называют сварной ванной.
- Чтобы соединить детали, сварить кузов автомобиля, электрод следует постепенно передвигать вдоль границ двух свариваемых элементов.
- За электродом будет двигаться ванна, что называют зоной жидкого металла.
- Чтобы добиться желаемого качества соединения деталей, сварщик должен совершать колебательные движения электродом относительно создаваемого шва.
- Если вы потеряете дугу, начав сварку, можно не переживать из-за необходимости повторного розжига. Теперь он осуществляется проще. Чтобы сделать это, приблизьте на несколько миллиметров конец электрода к поверхности.
- Специальные маски хороши тем, что через них можно увидеть яркую дугу и сварную ванну. Непосредственное место контакта электрода с поверхностью видно хуже, но снимать для этого маску со светофильтрами нельзя.
- Когда длина стержня остается буквально 5-6 см, сварку следует остановить. Выключите тумблером инвертор, поменяйте электрод, после чего можно заново включать вас Сварис 160 или 200.
- Завершив операцию по сварке, восстановив кузов автомобиля, обязательно обстучите шов с помощью молотка. Так вы удалите с поверхности образовавшийся шлак. Определить очищенную поверхность можно по ее внешнему виду. Лишенный шлака шов блестит.
Движение электродом
Многие новички, которые берутся варить впервые, ошибочно думают, что Сварис 160 или 200 сделает за них всю работу. Мы не спорим, Сварис 160 и Сварис 200 — это действительно хорошие инверторы. Но наличия качественного аппарата мало, чтобы выполнить правильно работу.
Основная ошибка — это прямолинейные движения при создании шва. Профессионалы так не варят. Дабы отремонтировать кузов автомобиля или выполнить ряд других операций, нужно научиться правильно использовать аппарат, и соблюдать шов.
- Подготовив кузов автомобиля к сварке, и включив свой Сварис 160 или Сварис 200, необходимо постепенно двигаться вдоль намеченной линии шва.
- Движения при этом зигзагообразные, спиральные, елочные — то есть используется возвратная траектория. Так достигается нужное качество плавления, минимизируется риск образования пропуском.
- От скорости движения зависит сформированная сварная поверхность — толщина сварного шва, ширина, глубина и пр.
- Завершая линию, задержитесь на последней точке на несколько секунд. Это сделает шов завершенным, не допустит образования кратеров — углублений. Только после этого меняют электрод.
Отзывы наглядно доказывают, что даже новичок способен варить кузов, если грамотно подойти к вопросу и работать с качественным инвертором. Будет это Сварис 200 или любой другой агрегат, решать вам.
tvoistanok.ru
Сварка инвертором для начинающих их методы и рекомендации специалистов
Сварка инвертором для начинающих должна включать в себя не только практическую работу, но также изучение основ данного процесса, включая и особенности подготовки (выбор инвентаря, инструмента, защитных элементов и прочее).
Если раньше помимо трансформаторов и выпрямителей для выполнения сварочных работ другого оборудования не было, то сегодня ввиду широкого разнообразия агрегатов разных типов и целевого назначения необходимо иметь соответствующий уровень подготовки и обладать достаточным объемом знаний для эффективной работы с техникой такого рода.
Так ли надежна сварка
Со времен появления этого метода соединения двух и более элементов конструкции принято считать его наиболее эффективным и надежным. И действительно, если рассматривать крепеж, то данный способ соединения во многом не уступает сварке, однако, он все же не является вечным и даже при наличии дополнительных удерживающих от разбалтывания элементов, таких, как контргайка, пружинные шайбы и прочее, нет гарантии, что соединение не потеряет своей надежности. А в условиях вибрации ни один вид крепежа не избавит от риска снижения прочности.

Совсем другое дело – сварной шов, который на уровне атомов выполняет скрепление двух и боле элементов. Это происходит при повышении температуры металла до больших значений и при деформировании поверхности листа. В результате получается соединение высокой степени прочности и надежности, но только при условии соблюдения правил сварочных работ.
Подготовительные работы
Сварка электрическим инвертором для начинающих подразумевает некоторую подготовку. Самое простое при этом – обеспечить безопасность сварщика, для чего используется специальная экипировка: перчатки из грубого материала, одежда для работы достаточной плотности (комбинезон или брюки, куртка) и защитная маска со светофильтром.
Смотрим видео, производим подготовительные работы с полуавтоматом:
Обязательно следует подготовить и рабочее место в соответствии с требованиями безопасности, которые включают в себя:
- Удаление из рабочей зоны легковоспламеняющихся веществ и материалов;
- На участке должно быть ведро с песком;
- Следует контролировать степень безопасности агрегата, в частности, следить за его исправностью и качеством изоляции;
- Не рекомендуется сваривать свежеокрашенные элементы.
Для работы необходимо иметь в распоряжении непосредственно сам сварочный инвертор, характеристики которого соответствуют условиям работы. Для начала производится настройка оборудования и выбор электродов. Величина рабочего тока определяется толщиной свариваемых элементов: чем выше этот параметр, тем большей производительностью должен обладать агрегат. Влияет также и род используемого материала.
Решая вопрос, как научиться варить сварочным электрическим инвертором, следует знать о нюансах работы этого агрегата. Например, чаще всего на корпусе указывается соответствие свариваемого материала величине рабочего тока в конкретных условиях.
Рабочая инструкция для начинающих
Для выполнения сварки посредством инверторного аппарата подбираются электроды из диапазона значений 2-5 мм. Во избежание залипания на начальной стадии работы не следует подносить электрод к металлу слишком быстро, а непосредственно сама сварка должна выполняться на некотором расстоянии от поверхности обрабатываемого элемента, как правило, оно равно диаметру электрода. Когда все подготовительные работы выполнены, можно приступать к свариванию металла.
С чего начинается работа
Сначала подключается клемма массы к поверхности свариваемого элемента. Дуга поджигается при системном кратковременном контакте с металлом, для чего достаточно несколько раз поднести электрод к поверхности. Так следует делать до тех пор, пока он не активируется. Сварочные работы ведутся при помощи электрода, который располагается под некоторым углом (желательно, под небольшим наклоном, чтобы угол не превышал 70 градусов).
Смотрим видео, с чего начинается работа:
Перед началом работы и непосредственно во время сварки следует обращать внимание на температуру окружающей среды. Обычно производитель в сопровождающей документации оборудования указывает диапазон допустимых значений температур во время работы, на что следует ориентироваться, выполняя сварные швы. Если попытаться ввести в работу сварочный аппарат при минусовой температуре, то он может попросту не включиться.
Сварные соединения
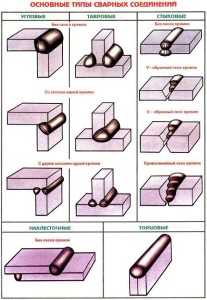
Типы сварных соединений
Техника сварки электрическим инвертором для начинающих включает в себя необходимость непосредственного участия сварщика в формировании шовного соединения. После воздействия на металл электродом следует снять окалину, которая представляет собой так своего рода накипь раскаленного металла. Это можно сделать любым подручным инструментом, который достаточно тверд и имеет внушительный вес, например, молотком.
По мере выполнения работы необходимо внимательно следить за тем, на каком расстоянии от поверхности металла находится электрод. От этого напрямую зависит качество сварного соединения. Слишком маленький зазор, равно как и слишком большой приведут к тому, что шов получится либо кривым, либо слишком выпуклым. В норме при соблюдении правил работы с агрегатом соединение должно формироваться посредством образования сварочной ванны дугой, которая преодолевает зазор, расплавляя при этом металл. Наплавляемый материал переносится в ванну с помощью все той же дуги.
Ошибки при выполнении сварочных швов
Если сварка ведется поспешно, то это сразу скажется на качестве соединений. Поэтому движение электрода не должно быть слишком быстрым. Не рекомендуется также слишком погружать электрод в металл, что приведет к тому, что ванна будет располагаться несколько ниже поверхности обрабатываемого материала. В норме линия ванны и сварочное соединение должны быть на одном уровне с металлом.
Смотрим видео, типы сварочных соединений и их правильное положение при сварке:
В зависимости от расположения электрода получается разной формы шов. Например, если во время работы держать его перпендикулярно обрабатываемой поверхности, то в результате ванна более глубоко проникает в металл.
Если электрод располагается под очень небольшим углом относительно поверхности материала, то ванной в этом случае управлять очень сложно, учитывая, что сила дуги направлена по направлению сварного шва.
Полярность при сварке инвертором
Особенность инверторных аппаратов заключается в возможности изменения полярности, что определяет направление движения электронов. Так, если установить прямую полярность, то в результате можно получить более узкое, но при этом глубокое проплавление металла. В данном случае подключение проводов к клеммам выглядит следующим образом: на электроде минус, на «земле» — плюс.
Смотрим видео, выставляем полярность и токовый режим:
При обратной полярности можно наблюдать иной результат: участок расплавления более широкий, но не отличается глубиной. При этом подключение взаимообратное: на электроде плюс, на «земле» — минус.
Работа с тонколистовым металлом
Когда планируется сварка инвертором руководство для начинающего, что позволит избежать грубых ошибок. Например, если планируется работа с тонким листом металла, то для сварки больше подойдет обратная полярность, когда проникновение тепла вглубь материала происходит не столь быстро. Это может привести к сквозному расплавлению металла.
Правильная схема подключения обеспечит долговечность сварочного шва, а также высокое качество соединения элементов конструкции, относительно которых применялась сварка. Рекомендуемый угол наклона электрода – 30 градусов. Во время работы не следует забывать о необходимости постоянного контроля выполнения сварочного соединения.
Таким образом, в работе инверторного аппарата есть свои преимущества, как и отдельные нюансы, влияющие на качество шва. Не каждый вид аппаратов для сварки допускает изменение полярности с такой легкостью. Но для начинающих пользователей основной сложностью остается поддержание одинакового по величине зазора между электродом и свариваемой поверхностью.
Здесь может выручить знание некоторых нюансов, как, например, выполнение круговых или загзагообразных движений во время сварки, что обеспечит высокое качества шва. Во время работы следует учитывать не только собственные навыки в обращении со сварочным агрегатом, но также и параметры материала. Например, для сварки тонколистового металла существуют особые требования, что позволяет получить надежный шов, неповрежденный излишне глубокой проплавкой метала электродом.
generatorvolt.ru
розжиг дуги и параметры сварки
Современные сварочные аппараты, инверторы, представляют небольшое устройство, доступное к переноске и облегчающее сваривание (по сравнению с прежними трансформаторами). Научиться варить инвертором значительно проще, чем трансформаторным устройством. Поэтому сварка больше не является прерогативой профессионалов, стала популярным занятием, доступным к овладению и применению на собственном участке. Рассмотрим, как научиться сваривать металл с использованием инвертора.
Устройство и принцип работы инверторного сварочного аппарата.
Устройство сварочного инвертора: как возникает дуга?
Инвертор представляет собой металлический ящик небольших размеров (до 0,5 метра), весом до 10 кг. Главная задача сварочного аппарата — производить ток заданных параметров. Для этого инвертор преобразует ток из сети (переменный 220 Вольт) в сварочный. Сварочный ток большинства бытовых аппаратов является постоянным.
Прямое и обратное подключение тока.
Каждый инвертор имеет две клеммы: катод (обозначается «-») и анод (обозначается «+»). В одну клемму вставляют электрод, а вторая соединяется со свариваемым металлом. После подачи электрического тока образуется общая электрическая цепь. При небольшом разрыве цепи (с расстоянием в несколько миллиметров) в месте разрыва происходит мгновенная ионизация воздуха и возникает сварочная дуга.
Основное выделение тепла происходит в дуге. Температура ее горения составляет 5000-7000 ºC. Это выше температуры плавления всех используемых металлов. При горении дуги кромки металлов и электрод расплавляются и перемешиваются. Шлак — более легкий материал, он всплывает на поверхность и защищает основной металл от окисления и насыщения азотом. После застывания образуется сварной шов.
Полярность тока и параметры сварки — что это такое?
Классификация сварочной дуги.
Сварочный ток может двигаться от катода к аноду и, наоборот, от анода к катоду. Так образуется разная полярность тока. При движении тока от катода — прямая полярность. При обратном движении (от анода) — обратная. Для чего нужна прямая и обратная полярность?
Использование разной полярности связано с тем, что более высокая температура будет на той клемме, к которой поступает электрический ток. Если ток прямой полярности, более высокая температура образуется на аноде (то есть на свариваемой поверхности). Это наиболее распространенный вид сварки, с ним работают большинство начинающих сварщиков. Если ток обратной полярности, более высокая температура образуется на катоде (к нему подключен электрод). Такое требуется при работе с тонколистовым металлом и тех марок стали, которые нельзя перегревать (например, высоколегированных).
Диаметр электрода выбирается в зависимости от толщины свариваемых деталей. Размер электрода и сила электрического тока находятся в пропорциональной зависимости друг от друга: чем толще электрод, тем сильнее ток. Для ориентировочных расчетов принимают, что сила тока равна диаметру, умноженному на 3,5. То есть для электрода 3 мм сила тока составит: 3 * 3,5 = 105 А.
Поскольку на силу тока также влияет расположение шва (горизонтальное, вертикальное или потолочное), материал электрода, то начинающему сварщику проще пользоваться таблицей соответствия силы тока диаметру электрода и выбора диаметра по толщине свариваемых элементов (рис. 1 и 2 соответственно). Далее можно варить металл инвертором.
Преимущества инвертора перед трансформатором
Рисунок 1. Таблица соответствия толщины металла и диаметра электрода.
При обучении проще овладеть искусством сварки с помощью инвертора. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Величина сварочного тока регулируется плавно.
Варить сварочным инвертором удобно для начинающих благодаря наличию дополнительных функций. Например, в инверторе может быть запроектирован «Горячий старт» (Hot-Start), он увеличивает сварочный ток в начале работы (чем облегчает розжиг дуги). Другая функция «Сильная дуга» (Arc-Force) включается в работу, когда сварщик слишком близко приближает электрод к металлу. В таком случае инвертор автоматически увеличивает ток, ускоряет плавление и не допускает залипания.
В случае залипания включается функция «Анти-залип» (Anti-Sticking). Она снижает ток и дает возможность оторвать электрод от металла и продолжить сварку. При работе инвертора расходуется относительно небольшое количество электричества. Например, для сваривания электродом диаметром 3 мм необходим ток напряжением 4 кВт (что соответствует работе двух электрочайников). Экономия электричества окупает относительно дорогую цену инвертора.
| Инвертор | Трансформатор | |
| Устойчивость дуги | Хорошая | Средняя |
| Зависимость от колебания напряжения в сети | Низкая | Высокая |
| Потребление электроэнергии | Ниже, соответствует бытовым нормам | Выше, превышает бытовые нормы |
| Вес сварочного аппарата | 7-10 кг | 20-50 кг |
Меры безопасности при сварке
Рисунок 2. Диаметр электрода и сила тока.
Перед началом работ пространство в радиусе нескольких метров освобождается от деревянных и других легковоспламеняющихся предметов. Это важно для начинающего сварщика. Сварочный электрод или его обломок имеют большую температуру, они способны поджечь оказавшиеся рядом доски, ящики, бумажный мусор. Обязательно надевается одежда, закрывающая все тело (длинные брюки, кофта с длинными рукавами). Это также важно для начинающего, поскольку в процессе разбрызгивания капли металла могут попасть на открытую кожу рук или ног. Обязательно надевается на лицо защитная маска с темным стеклом (светофильтром). Для солнечного света это стекло непроницаемо. Горение дуги через светофильтр будет видно.
Наблюдать за дугой без защитного стекла опасно, можно получить ожог глаз. Слабая степень ожога (один-два раза посмотрел на дугу) приводит к образованию светлых пятен перед глазами («нахватался зайчиков»). При средней степени ожога глаза болят и чешутся (возникает ощущения песка в глазах). Сильная степень ожога приводит к частичной или полной потере зрения.
Как разжечь дугу?
Правила техники безопасности при сварке.
Для сваривания металлических поверхностей необходимо научиться зажигать дугу и поддерживать ее. Вначале необходимо подключить клеммы инвертора. Мы будем работать с током прямой полярности, поэтому в клемму катода (« — ») вставляем электрод. Для простоты работы возьмем электрод диаметром 3 мм. Сварка более толстым электродом сложнее, приводит к колебаниям длины дуги и нестабильному горению, требует большего профессионализма. Выставляем ток 100 А (для электрода 3 мм и горизонтального расположения свариваемых поверхностей). Берем в руки ручку клеммы с электродом, включаем инвертор (подаем ток) и надеваем защитный экран.
Сварка без защитного экрана запрещена во избежание потери зрения.
Ощущение некоторого неудобства не стоит здоровья глазного аппарата. Перед розжигом дуги конец электрода обстукивают о металл, чтобы удалить обмазку с его края. Это облегчает розжиг. Существуют и применяют два вида розжига:
- Чирканье. Надо поднести электрод к поверхности металла и чиркнуть им (действие похоже на зажигание спички). Так разжигают новый электрод.
- Касание. Электрод подносят к металлу и слегка касаются его поверхности, после чего сразу отводят на расстояние нескольких миллиметров. Так разжигают электрод, когда сварка прервалась (произошло залипание или сварщик слишком удалил стержень от поверхности металла).
Процесс сварки: как поддержать дугу?
Схема сварки дугой.
Важно соблюдать небольшое (3-5 мм) расстояние между металлом и электродом. Это расстояние называют длиной дуги. При его увеличении дуга перестает гореть.
Длина дуги ориентировочно равна диаметру электрода. То есть для устойчивого горения и ровного сварного шва при электроде 3 мм необходимо удерживать расстояние 3-5 мм от свариваемых поверхностей.
Если электрод слишком приблизился к поверхности металла, происходит короткое замыкание: электрод прилипает к металлу. Чтобы оторвать электрод от свариваемой поверхности, надо наклонить его в другую сторону или выключить инвертор. При прекращении подачи электричества электрод отлипает.
Угол наклона электрода может быть разным. Начинающему сварщику лучше придерживаться около 70º от поверхности металла (то есть с небольшим отклонением от вертикального положения).
Рисунок 3. Траектории движения электрода при дуговой сварке.
Для того чтобы варить качественно, необходимо научиться визуально (сквозь щиток светофильтра) оценивать размер сварной ванны. Ширина красноватой лужицы в светофильтре должна превышать толщину (диаметр) электрода в 2 раза.
На размер ванны влияет скорость перемещения электрода. Если он перемещается слишком медленно, образуется слишком много расплавленного металла и широкая сварная ванна, которая препятствует взаимодействию дуги со свариваемой основой, образуя непровары. Если дугу перемещать слишком быстро, возникнет недостаточное расплавление кромок и, как следствие, также непровар.
Первые шаги в сварке
Первые сварочные операции стоит пробовать выполнять на любой ненужной металлической поверхности. После розжига дуги надо вести электрод над металлом, стараясь получить ровный сварной след. Когда стало стабильно получаться воспламенять дугу, можно приступить к свариванию поверхностей. Их располагают встык друг к другу, получают дугу и проводят электродом вдоль линии соединения. При этом движения должны быть не прямолинейными (вдоль шва), а колебательными (то вправо, то влево). Типичный рисунок движения электрода при сварке приведен на рис. 3.
После охлаждения слой шлака снаружи сбивают молотком и оценивают качество соединения визуально. Хороший сварной шов должен быть одинаковой толщины, без видимых пустот и щелей.
После упражнений в течение одного-двух часов у большинства начинающих сварщиков стабильно получается разжигать дугу и поддерживать ее горение. Можно выполнить простые соединения металлических поверхностей. Когда научишься работать сварочным инвертором, сможешь выполнить самостоятельно разнообразные работы на приусадебном участке.
moyasvarka.ru
как научиться варить начинающим сварщикам, сравнение инвертора и трансформатора для сварки
 Сварка в наши дни является самым распространенным способом соединения вместе двух металлических отдельных деталей. Со стороны кажется, что варить – это просто и несложно, но на самом деле профессия сварщика достаточно сложная и требующая наличия определенных навыков. Необходимо много чему научиться и многое учесть прежде, чем браться за процесс сварки.
Сварка в наши дни является самым распространенным способом соединения вместе двух металлических отдельных деталей. Со стороны кажется, что варить – это просто и несложно, но на самом деле профессия сварщика достаточно сложная и требующая наличия определенных навыков. Необходимо много чему научиться и многое учесть прежде, чем браться за процесс сварки.
Для начинающих сварщиков и для профессионалов, работающих на высоте, поступили в продажу компактные современные аппараты для электродуговой сварки — инверторы.
Аппараты для сварки
Сварочный аппарат выполняет работы с помощью источника питания и электродов.
Существует два типа аппаратов:
- инверторный;
- трансформаторный.
 Аппараты трансформаторного типа просты в эксплуатации, но имеют большой вес и большие размеры, прочные и выносливые, а также очень надежные. Для работы необходим переменный ток. Для сварки используют фтористо-кальциевые или рутиловые плавящиеся электроды. Агрегат обладает малым коэффициентом полезного действия, а сварочный шов, выполненный с помощью трансформаторного устройства, получается среднего качества. При работе с данным типом электросварки требуется высокая квалификация сварщика.
Аппараты трансформаторного типа просты в эксплуатации, но имеют большой вес и большие размеры, прочные и выносливые, а также очень надежные. Для работы необходим переменный ток. Для сварки используют фтористо-кальциевые или рутиловые плавящиеся электроды. Агрегат обладает малым коэффициентом полезного действия, а сварочный шов, выполненный с помощью трансформаторного устройства, получается среднего качества. При работе с данным типом электросварки требуется высокая квалификация сварщика.
Инвертор – это электросварочный аппарат, который работает на постоянном токе, в отличие от трансформаторного. На входе схемы аппарата поступающее напряжение преобразуется из постоянного в переменное, которое затем поступает в трансформатор. Главное отличие этого типа сварки заключается в следующем:
- малый вес;
- мобильность;
- компактность;
- хорошо зарекомендованный аппарат в полевых условиях;
- независимость от входного напряжения;
- экономичность.
Инверторы очень экономичные, при использовании устройства потери электроэнергии в десятки раз меньше, чем при работе трансформаторных моделей. Аппарат имеет коэффициент полезного действия от 85 до 90 процентов.
С помощью инвертора можно соединить как мелкие, так и крупные металлические изделия. Инверторы в наше время стали большим прорывом в области сварочных агрегатов, старые громоздкие трансформаторы постепенно вытесняются с обихода из-за своих габаритов и сложностей в применении. Инвертор доступен как по цене, так и по классификации любому сварщику, достаточно для работы знать основы и принципы самого сварочного процесса.
Электроэнергия, которую потребляет этот небольшой сварочный аппарат, идет исключительно на работу самой дуги, которая и осуществляет непосредственно сварочный процесс.
Основы работы инвертора
 Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для начинающих, неимеющих опыта сварщиков. Для начала необходимо понимать, что инвертор является электронным сварочным аппаратом, поэтому основная нагрузка при работе с ним пойдет на вашу электрическую сеть.
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для начинающих, неимеющих опыта сварщиков. Для начала необходимо понимать, что инвертор является электронным сварочным аппаратом, поэтому основная нагрузка при работе с ним пойдет на вашу электрическую сеть.
Для сравнения: старый трансформаторный сварочный аппарат, при включении производил максимальный и сильный толчок электроэнергии, из-за чего происходило отключение электричества в сети вашего дома. Инвертор, напротив, обладает конденсаторами накопительного действия, которые сначала накапливают электроэнергию, а затем обеспечивают, бесперебойную работу вашей электросети и мягко разжигают электрическую дугу.
Вы можете в доступной форме освоить и самостоятельно изучить уроки сварки инвертором. Мы со своей стороны можем дать вам несколько полезных и нужных предложений, если у вас возникнут вопросы. В статье мы расскажем, на что сначала необходимо обратить ваше внимание перед началом сварки.
Важным моментом, который необходимо усвоить, является тот факт, что потребление электроэнергии инвертором напрямую зависит от диаметра вашего электрода. Чем больше диаметр применяемого вами электрода, тем больше он потребует электроэнергии. Поэтому перед началом работы вы должны рассчитать примерное максимальное значение потребляемой вашим аппаратом электроэнергии, чтобы не сжечь проводку или бытовую технику в вашем доме.
Кроме этого, для каждого применяемого вами диаметра электрода необходима минимальная рекомендуемая сила тока, то есть если вы захотите уменьшить показатель силы тока, то шов у вас не получится.
Если вы захотите поэкспериментировать и увеличить силу тока, то сам шов получится, при этом электрод может очень быстро сгорать или прилипать. Как вы уже поняли, важным элементом для сварочного процесса является правильный подбор электрода и тока работы аппарата.
Конструктивно электрод состоит из металлического стержня, на который напылен порошковый специальный состав. Порошковое напыление — необходимая преграда для доступа к сварному шву окружающего воздуха. Окружающая среда негативно влияет на формирование сварного шва, окисляя его, что ухудшает качество шва. Порошковое напыление также необходимо для поддержания нормального процесса горения дуги.
Для сварки инвертором используют электроды УОНИ, МР, АНО, ОЗС. Качество покупаемых электродов во многом зависит от транспортировки и условия их хранения. Диаметр необходимого электрода варьируется в пределах от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей.
Пошаговая инструкция для начинающих при применении инвертора
- Перед началом работы необходимо иметь средства защиты. Вам необходимо приобрести перчатки, не резиновые, а из грубой ткани, защитную сварочную маску и грубую куртку. Это необходимо для вашей защиты, чтобы уберечь ваши глаза и кожный покров от термического и светового воздействия при работе со сварочным аппаратом.
- С помощью регулятора на корпусе инвертора необходимо настроить сварочный ток и подобрать электрод. Напоминаем, что необходимо использовать электроды диаметром 2-5 миллиметров. Регулируем сварочный ток исходя из параметров толщины и материала свариваемой детали. На корпусе аппарата должна быть электронная или стрелочная индикация силы тока. Для предотвращения залипания электрода со свариваемой поверхностью необходимо медленно подносить сам электрод.
-
 Подключите минусовую клемму (массу) к свариваемой детали. Сварочный процесс начинается с правильного поджога дуги. Необходимо поднести электрод к поверхности свариваемой заготовки под малым углом. Затем пару раз дотроньтесь электродом к поверхности металла, чтобы произошла активизация сварочного электрода. Удерживаем электрод на расстоянии нескольких миллиметров от свариваемой заготовки, примерно равное диаметру электрода.
Подключите минусовую клемму (массу) к свариваемой детали. Сварочный процесс начинается с правильного поджога дуги. Необходимо поднести электрод к поверхности свариваемой заготовки под малым углом. Затем пару раз дотроньтесь электродом к поверхности металла, чтобы произошла активизация сварочного электрода. Удерживаем электрод на расстоянии нескольких миллиметров от свариваемой заготовки, примерно равное диаметру электрода. - У вас должен получиться сварочный шов. Для проверки шва, необходимо молотком, прикрывая глаза, убрать окалину.
Длина дуги
Это расстояние, которое образуется между металлом и электродом в процессе сварки. Важно во время сварки выдерживать постоянное правильное расстояние.
Небольшой промежуток
Наличие небольшого промежутка приведет к тому, что металл не успеет полностью прогреться, при этом шов выйдет выпуклым и не сплавленным по бокам.
Большой промежуток
Наличие большого промежутка приведет к скачку дуги, что помешает провару, а значит, наплавляемый раскаленный металл будет неровно ложиться.
Необходимый правильный промежуток
Обеспечение правильного постоянного расстояния приведет к хорошему провару и формированию отличного шва.
С опытом вы сможете правильно управлять длиной дуги, которая обеспечит вам оптимальный результат. Дуга формирует сварочную ванну, при проходе через зазор, плавя при этом основной металл. Она же обеспечивает попадание в ванну расплавленного металла.
Правильно сформированный сварочный шов и его дефекты
 В процессе сварки, при поспешном движении электрода, формируется дефектный шов. Линия ванны располагается ниже, чем линия поверхности основного металла. Если зажженная дуга глубоко и интенсивно проникает в свариваемый металл, она выталкивает ванну назад и формирует шов. Поэтому в процессе необходимо следить, чтобы сварочный шов находился на уровне свариваемого металла.
В процессе сварки, при поспешном движении электрода, формируется дефектный шов. Линия ванны располагается ниже, чем линия поверхности основного металла. Если зажженная дуга глубоко и интенсивно проникает в свариваемый металл, она выталкивает ванну назад и формирует шов. Поэтому в процессе необходимо следить, чтобы сварочный шов находился на уровне свариваемого металла.
Идеальный сварочный шов помогут образовать зигзагообразные и круговые движения. Выполняя движения по кругу, необходимо следить за швом, равномерно распределяя ванну.
При движении электрода в разные стороны зигзагом формируется хороший шов, при этом необходим контроль за образованием шва. В процессе образовываем шов сначала с левого края, потом по центру ванны, затем с левого бока и т. д. Нужно запомнить, что ванна идет за теплом.
Подрез формируется, когда недостаточно металла электрода, при заполнении ванной полностью и во время движения поперек. Чтобы не произошло образование подреза, необходимо соблюдать наружные границы шва, тщательно наблюдать за ванной и, если необходимо, сделать ее тоньше.
Чтобы управлять ванной применяют напряжение дуги, расположенную на конце стержня электрода. Во время наклона стержня ванна не тянется, а толкается. Запомните, чем вертикальней в процессе сварки располагается электрод, тем сварной шов формируется менее выпуклым.
Когда вы держите электрод вертикально, ванна вдавливается вниз, так как над ней сконцентрировано все тепло. Она при этом хорошо распространяется вокруг и проплавляется.
Когда ваш электрод слегка под углом, вся сила стремится назад и шов всплывает (приподнимается). Когда электрод имеет большой угол, сила прикладывается по вектору шва, что не дает возможности управлять раскаленной ванной.
Если необходимо сдвинуть ванну назад или получить плоский шов, применяют наклоны электрода под разными углами. Работа электрода начинается с угла от 45 градусов до 90, так как этот угол позволяет контролировать ванну и нормально производить сварку.
Обратная и прямая полярность при сварке инвертором
При обратной полярности происходит сниженный ввод тепла в изделие. Зона расплавления неглубокая, хоть и достаточно широкая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
При прямой полярности происходит сниженный ввод тепла в металл. Зона расплавления глубокая, в то же время — узкая.
Процесс сварки инвертором тонкого металла
Инвертор хорош для начинающих сварщиков, так как имеет ряд функций, а именно:
- hotstart – помогает при начальном формировании сварочной дуги;
- arcforce – для предотвращения залипания электрода, когда тот находится на близком расстоянии от свариваемой детали. Функция увеличивает сварочный ток;
- anti-stick – предотвращает перегрев устройства отключением напряжения.
 Все эти функции включаются автоматически во время непредвиденной критической ситуации, что дает новичкам производить сварочные работы на хорошем уровне.
Все эти функции включаются автоматически во время непредвиденной критической ситуации, что дает новичкам производить сварочные работы на хорошем уровне.
Для того чтобы сварочный шов на тонком металлическом листе образовывался хорошего качества и на сварных листах не получались прожоги, необходимо следить за тем, чтобы во время сварочного процесса вы видели шов.
Электрод необходимо выбирать меньшего диаметра и располагать его максимально близко к металлу. Затем ждем, когда начнет формироваться красное пятно, под ним образуется капелька металла, которая соединит между собой тонкие металлические заготовки.
Медленно ведя электрод по поверхности тонких металлических деталей, образуются металлические капли, которые соединяют между собой заготовки, образуя при этом сварочный шов.
После прочтения нашей статьи вы научитесь правильно работать электросварочным инвертором. Надеемся, процесс сварки покажется для вас легким и увлекательным занятием. Прежде, чем приступать к процессу сварки, почитайте инструкцию инвертора и рекомендации от завода-производителя, чтобы уберечь не только сварочный аппарат, но и ваше имущество от поломок.
Оцените статью: Поделитесь с друзьями!elektro.guru










