Как пользоваться электросваркой новичку: Как правильно варить сваркой — руководство с фото и видео
Содержание
Как пользоваться сваркой. Советы для новичка
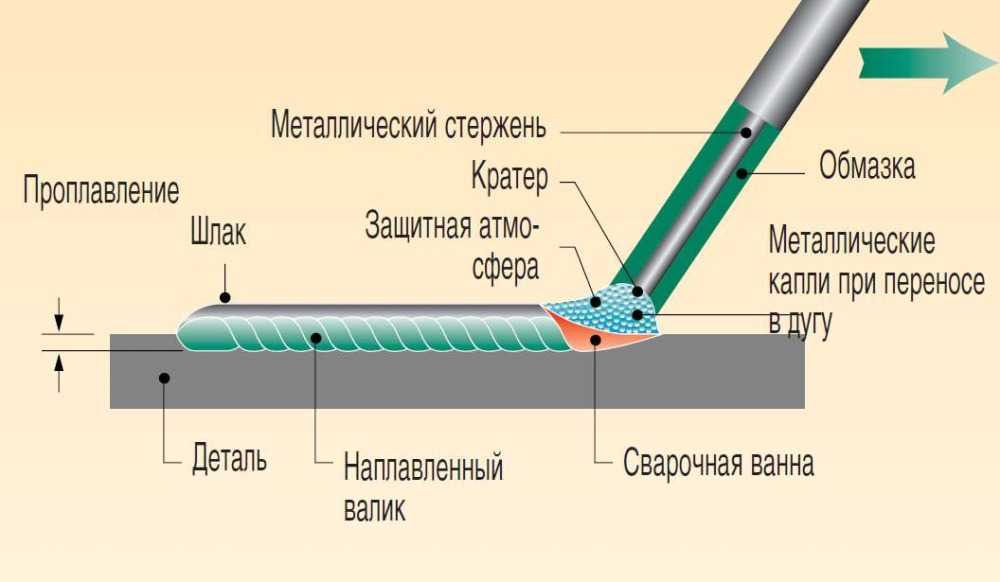
Дуговая сварка — способ соединения двух или более материалов при помощи электрического источника тепла. В этой статье даются простые практические советы по поводу того, как пользоваться сваркой и стать профессионалом в этом деле.
Дуговая сварка — способ соединения двух или более материалов при помощи электрического источника тепла. Хотя существует множество различных сварочных процессов, мы поговорим с вами о Ручной Дуговой Сварке (РДС), также известной, как сварка штучными электродами. Американская аббревиатура — Shielded Metal Arc Welding (SMAW), европейская — Manual Metal Arc (MMA). Сварка штучным электродом является одной из наиболее распространенных и универсальных форм сварки, и это относительно простой способ добавить изюминку профессионализма и крепости для ваших домашних проектов «сделай сам».
Часть 1 из 3: Подготовка к работе
Собираем необходимые материалы. Нам будут нужны: сварочный аппарат, держатель электродов, зажим массы (клемма заземления), электроды, металл, который нужно сварить. Вам также потребуется молоток, чтобы избавиться от шлака и проволочная щетка для очистки сварных швов.
Нам будут нужны: сварочный аппарат, держатель электродов, зажим массы (клемма заземления), электроды, металл, который нужно сварить. Вам также потребуется молоток, чтобы избавиться от шлака и проволочная щетка для очистки сварных швов.
Позаботьтесь о технике безопасности. Это включает в себя наличие сварочной маски (степень затемнения #10 или выше), сварочной куртки или хлопчатобумажного свитера, брюк без манжет, рабочей обуви, перчаток и защитных очков.
!!! НЕ ОДЕВАЙТЕ ПРИ СВАРКЕ: кроссовки, ветхую или порванную одежду, брюки с манжетами, футболку, рубашку с открытыми карманами или майку.
Подготовить место для проведения сварочных работ. Удалите все горючие материалы и постарайтесь, чтобы поверхность, на которой будет лежать свариваемый металл, была относительно ровной. Хотя вы можете присоединить клемму массы непосредственно к детали, но большинство сварщиков имеют большой металлический верстак или сварочный стол, в этом случае зажим «земля» присоединяется к нему.
!!! Если в месте сварки есть другие люди, то нужно сделать приспособление в виде сварочных штор вокруг рабочего места. Это защитит окружающих от воздействия ультрафиолета.
Настройте свой сварочный аппарат. Большинство сварочных аппаратов имеют удобную систему регулировки сварочного тока. Многие сварщики используют уровень сварочного тока в пределах 90-120 ампер, хотя это значение, должно быть скорректировано с учетом толщины металла и диаметра электрода.
Используйте правильные электроды. Каждый вид электродов имеет особые характеристики и, как правило, предназначается для решения конкретных сварочных задач. В зависимости от предстоящего объема работ, от типа свариваемых поверхностей и плотности материала, первостепенное значение имеет правильный подбор подходящих сварочных электродов. Они выпускаются различных видов, специально рассчитанных для того или иного типа эксплуатации. Существуют так называемые электроды общего назначения, которые могут подойти для практически любого типа основных работ — это сварочные электроды МР-3. Причем, они гарантированно обеспечат прочное схватывание свариваемых поверхностей, даже если на них имеется ржавчина, различного рода загрязнения или металл находится в увлажненном состоянии. Кроме того, для этого типа электродов характерен высокий товарный вид полученных сварочных швов, их высокая прочность и легкость самого процесса работы. Другой часто применяемый в быту вид электродов — сварочные электроды УОНИ. Их отличает возможность эксплуатации при обработке фундаментальных конструкций, возведение швов повышенной прочности, а так же работа с «толстыми» металлами. Вы должны выбрать соответствующий электрод для переменного или постоянного тока сварки в зависимости от вашего сварочного аппарата. Убедитесь в том, что электроды сухие. При выборе сварочных электродов следует учитывать свойства свариваемого материала и технические сварочные параметры.
Причем, они гарантированно обеспечат прочное схватывание свариваемых поверхностей, даже если на них имеется ржавчина, различного рода загрязнения или металл находится в увлажненном состоянии. Кроме того, для этого типа электродов характерен высокий товарный вид полученных сварочных швов, их высокая прочность и легкость самого процесса работы. Другой часто применяемый в быту вид электродов — сварочные электроды УОНИ. Их отличает возможность эксплуатации при обработке фундаментальных конструкций, возведение швов повышенной прочности, а так же работа с «толстыми» металлами. Вы должны выбрать соответствующий электрод для переменного или постоянного тока сварки в зависимости от вашего сварочного аппарата. Убедитесь в том, что электроды сухие. При выборе сварочных электродов следует учитывать свойства свариваемого материала и технические сварочные параметры.
!!! Никогда не используйте хлорированный растворитель, в следствии реакции при нагревании сварщик может пострадать.
Только потому, что металл блестит, не значит, что он чист. Используйте твердый шлифовальный диск, чтобы снять слой окалины и добраться до голого металла.
Используйте зажимы, тиски или струбцины, чтобы обеспечить надежную фиксацию заготовок и хорошее качество сварного соединения.
Часть 2 из 3: Начало сварки
«Поджиг» сварочной дуги. Это достигается легким ударом по металлу и быстрым отводом вверх или чирканьем электрода об металл, как спичкой. Когда дуга зажглась и горит устойчиво, то образуется замкнутая электрическая цепь, элементами которой являются: электрод, металл, сварочные провода и внутренние элементы сварочного аппарата.
!!! Самые современные сварочные маски-хамелеоны позволяют отчетливо видеть деталь до тех пор, пока не загорится сварочная дуга, а затем автоматически затемняются, чтобы защитить ваши глаза от ультрафиолетовых лучей. В некоторые старых или дешевых шлемах используются простые тонированные линзы или стекла, а это приводит к дискомфорту при сварке т. к. нужно постоянно опускать/поднимать маску.
к. нужно постоянно опускать/поднимать маску.
Образование сварочной ванны. Когда дуга стабильна и устойчиво горит, вам нужно начать перемещать электрод для создания сварочной ванны, которая затвердевая, образует сварочный шов и прочную связь между деталями. Под воздействием температуры электрической дуги металл электрода плавится и производит сваривание, заполняя углубление, которое образовалось под воздействием дуги на металл. Чтобы создать хорошую сварочную ванну, вы должны задержать электрод там, где вы начали сварку на секунду или две, прежде чем перемещать его дальше.
!!! Размер дугового промежутка должен быть от 2 до 6 миллиметров от кончика электрода до металла. Этот разрыв должен поддерживаться неизменным. Если дуговой промежуток становится слишком широким, это приводит к чрезмерному разбрызгиванию металла.
Начните создание сварочной ванны в металле. Электрод нужно держать по отношению к металлу под углом 90 градусов. Не перемещайте электрод слишком быстро; в качестве общего руководства можно использовать правило: «на сантиметр электрода — сантиметр сварочного шва». Перемещать электрод можно как по прямой линии, так и используя различные узоры.
Перемещать электрод можно как по прямой линии, так и используя различные узоры.
!!! Важно поддерживать постоянную длину дуги, или расстояние от кончика электрода до металла. Это может быть не совсем легко вначале так как электрод постоянно уменьшается.
Старайтесь, чтобы скорость перемещения электрода и длина дуги были устойчивы.
Часть 3 из 3: Завершение работы по сварке
Окончание сварки. Уберите электрод от металла и дайте ему несколько секунд, чтобы остыть. Металл по-прежнему будет очень горячий, но он больше не должна быть красным и раскаленным.
Очистите металл от шлака, оставшегося после сварочного процесса. Во время сварки, шлак защищает горячий металл от вредных примесей. Используйте молоток, чтобы отбить шлак от со сварочного шва. Используйте проволочную щетку для очистки сварного шва. Постарайтесь удалить максимальное количество «сварочного мусора», особенно если вы собираетесь сделать еще один проход.
Исследуйте результат вашей сварки. Если у вас маловато опыта, то возможно, первые швы будут пористыми и не очень красивыми. Со временем, вы обязательно достигнете успехов в сварочном ремесле. Если вы не довольны качеством шва, то сделайте еще один проход, чтобы устранить любые пробелы или пористость швов.
Дайте металлу остыть. Если вы просто тренируетесь и практикуетесь, то металл, погруженный в воду, будет остывать быстрее. Охлаждение в воде сделает сварку хрупкой, поэтому сварочный шов для нормальной эксплуатации свариваемых деталей, должен охлаждаться естественным путем.
Советы для начинающих сварщиков
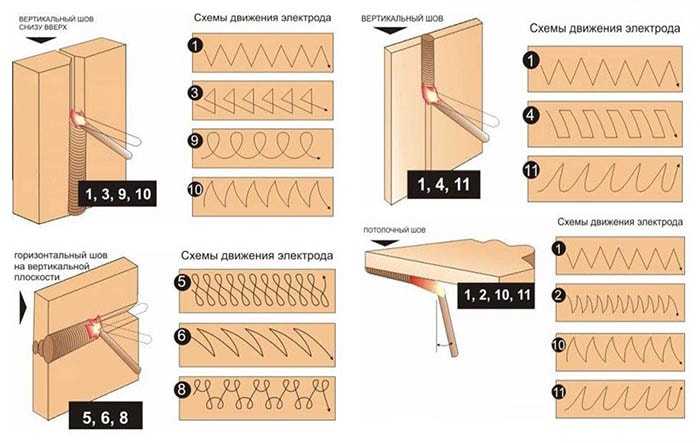
- Узнайте о сварке в четырех положениях. Это: нижнее, горизонтальное, вертикальное и потолочное положения;
- если вы знаете опытного сварщика, попросите его оценить вашу работу по сварке и изучить готовый сварочный шов. Он сможет рассказать вам многое о том, что вы делаете неправильно и в чем можете улучшиться;
- нижнее положение (оно самое распространенное) применяют в основном при сварке несложных элементов и в тех случаях, когда к качеству соединения не предъявляется особых требований.
 Свариваемые поверхности располагаются горизонтально, положение электрода — вертикальное;
Свариваемые поверхности располагаются горизонтально, положение электрода — вертикальное; - найдите курсы по сварке в вашей местности. Там вы узнаете о сварке гораздо больше, чем может научить эта статья.
 Свариваемые поверхности располагаются горизонтально, положение электрода — вертикальное;
Свариваемые поверхности располагаются горизонтально, положение электрода — вертикальное;Предупреждения
- Интенсивный и яркий свет может повредить ваши глаза. «Нахвататься зайчиков» — крайне неприятно и болезненно. Излучение сварочной дуги может вызвать образование отеков глаз. Серьезные или неоднократные ожоги могут привести к слепоте.
- Сварочная дуга — это мощный поток УФ-лучей. Длительное воздействие этих лучей, как и в случае с солнечным светом, может вызвать рак кожи.
- Не смотрите на дугу без специальных масок или защитных штор, предназначенных для сварки. Для сварки, требуется, по крайней мере, степень затемнения этих устройств #9 или темнее. Чем больший сварочный ток вы используете, тем выше должно быть затемнение у линз, которые вам понадобятся. Маски с маленькой степенью затемнения подходят для измельчения и резки. У всех людей глаза разные. Поэтому то, что подходит одному может быть не достаточно, для кого-то другого.
- Всегда держите под рукой огнетушитель, ведро с водой, песком, садовый шланг или что-то, чтобы потушить огонь.
- Большинству электросварщиков, необходимо следить за рабочим циклом. Это означает, что если проводить сварку дольше рекомендованного изготовителем сварочного аппарата времени – может привести к повреждению оборудования. Современные сварочные аппараты имеют защиту от перегрева. Наиболее маленькие, дешевые, сварочные аппараты имеют ПВ (постоянная включения) 20% рабочего цикла. ПВ — это показатель того, насколько много вы можете работать аппаратом в течение 10 минут. Если у аппарата ПВ 20%, то сварщик может варить в течение 2 минут из 10 минут. Оставшиеся 8 минут, аппарат будет охлаждаться. Чем выше ПВ, тем больше времени можно варить непрерывно. Для больших машин это показатель достигает до 60% рабочего цикла. Это значит, что 6 минут из 10 минут могут быть использованы для сварки, а 4 минуты для охлаждения.
- Сварочные аппараты не представляют опасности, если вы прочтете все предупреждения и примете все меры к тому, чтобы обеспечить вашу безопасность и безопасность окружающих вас людей. Не производите сварку, если рядом есть что-то, что может загореться. Не производите сварку металлов, в которых содержаться горючие материалы, такие, как топливные баки.
 У всех людей глаза разные. Поэтому то, что подходит одному может быть не достаточно, для кого-то другого.
У всех людей глаза разные. Поэтому то, что подходит одному может быть не достаточно, для кого-то другого.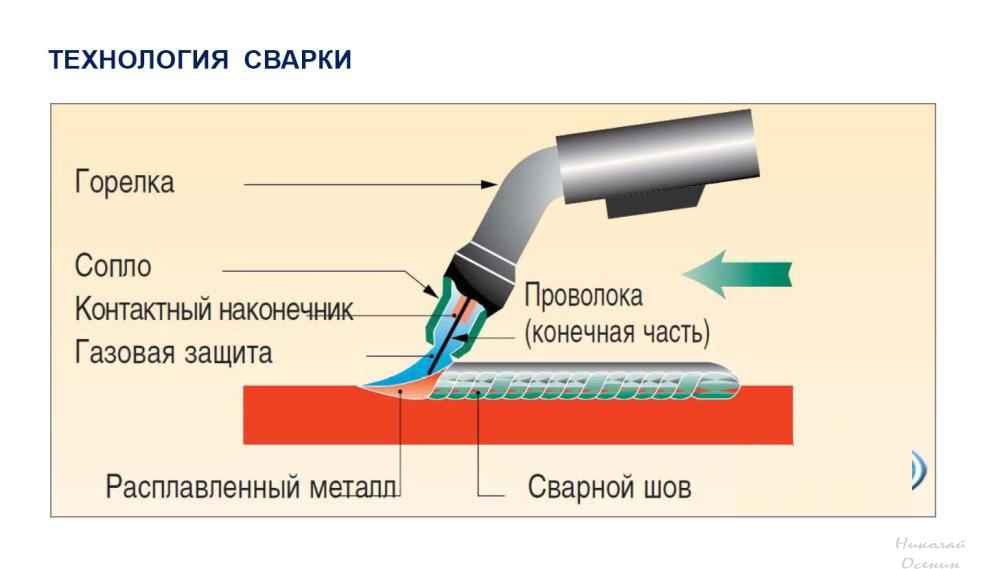
Как правильно варить шов электросваркой начинающим: технология и правила
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Содержание
- 1 Подготовительные работы
- 2 Возбуждение сварочной дуги
- 3 Первые шаги
- 4 Как делаются валики
- 5 Техника получения хорошего сварного соединения
- 6 Как продолжить сварку после её остановки?
- 7 Как получаются вертикальные швы
- 8 Как электросваркой сварить потолочный шов
- 9 Как варятся угловые швы
- 10 Как варятся стыковые швы
- 11 Подбор сварочных электродов
- 12 Зачем прокаливают электроды
- 13 Заключение
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
- Ржавчины;
- Масла;
- Окалины.
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой.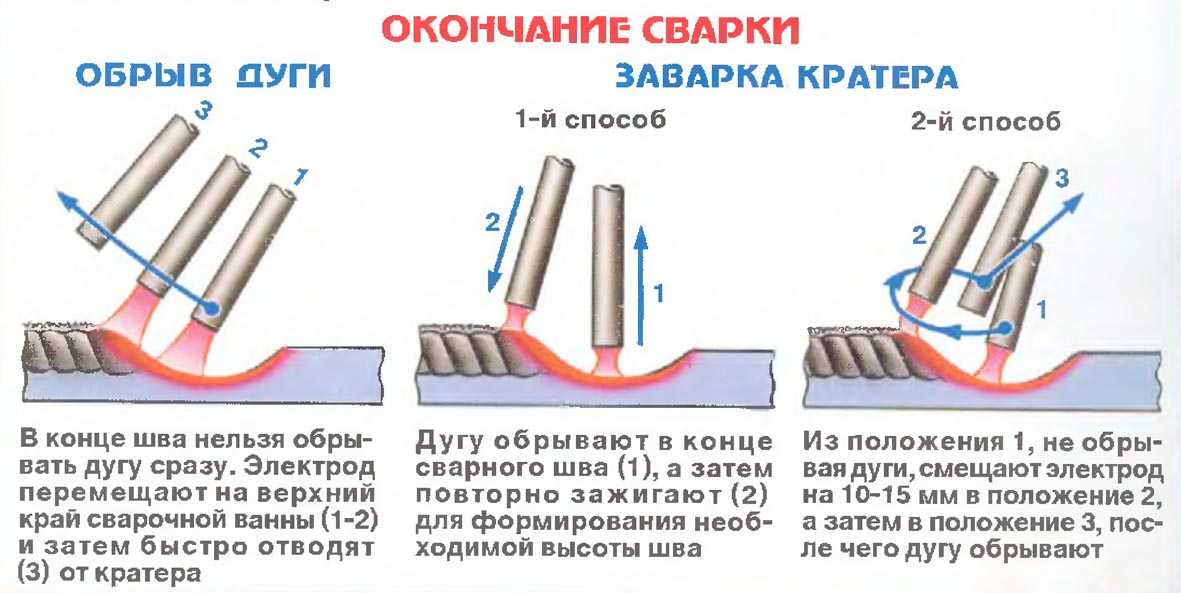 Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Важно! Чтобы получить качественный шов, необходимо все время поддерживать одинаковую длину дуги. Если изменить эту величину, дуга может прерваться, шов будет иметь много дефектов.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
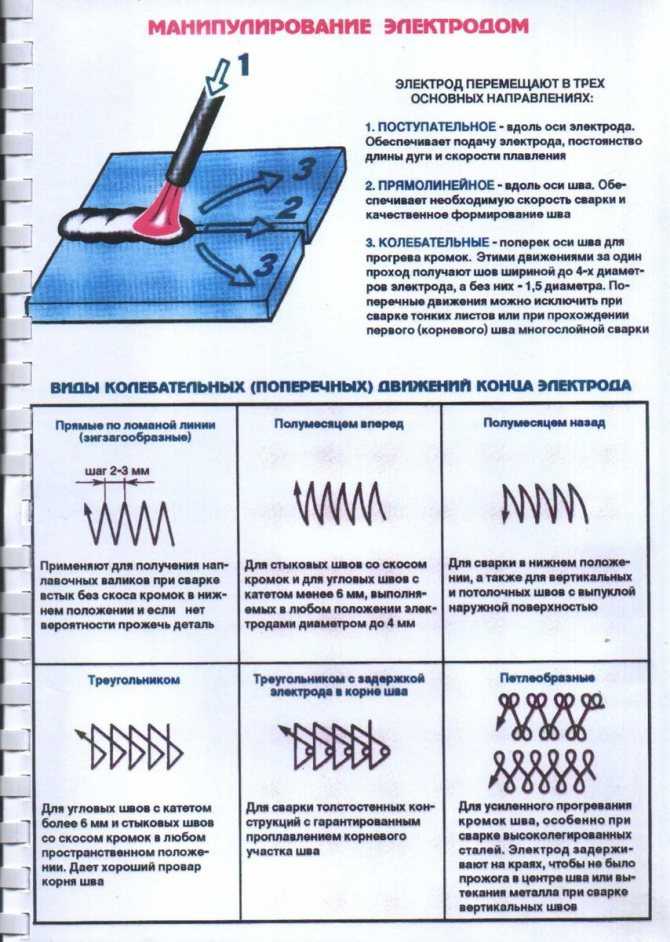
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.

Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.

Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II.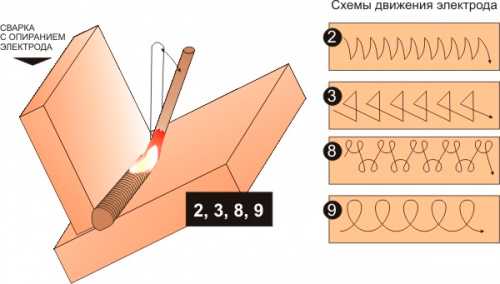 Капля не будет стекать, ей не позволит короткая дуга.
Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой.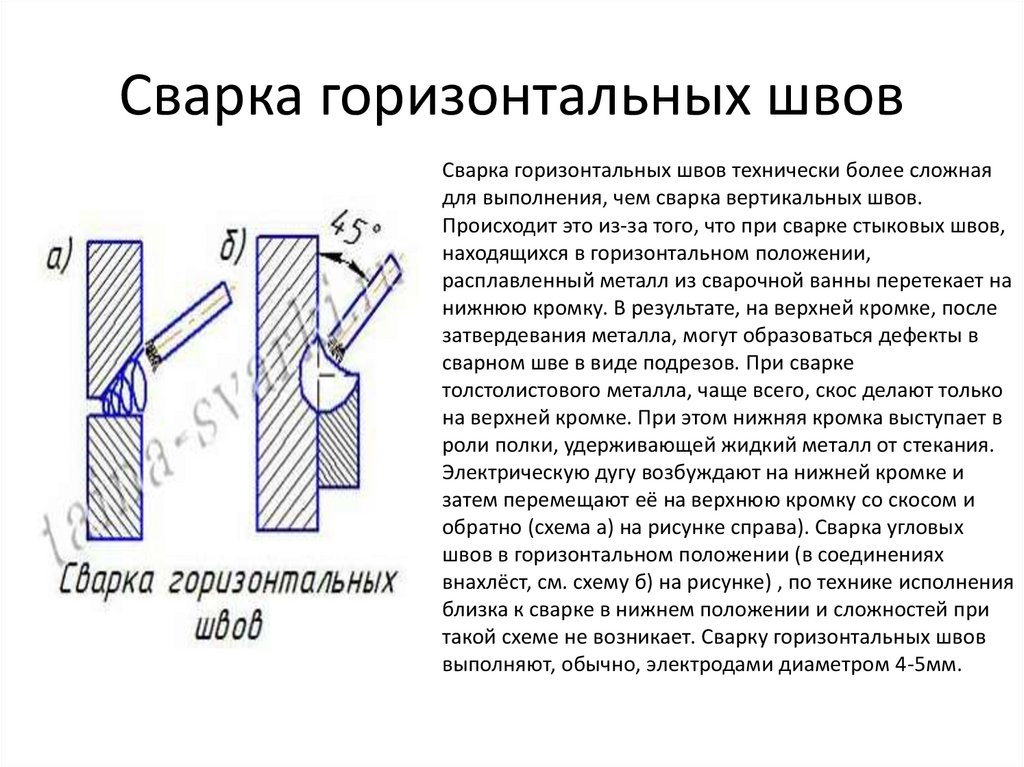 Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку».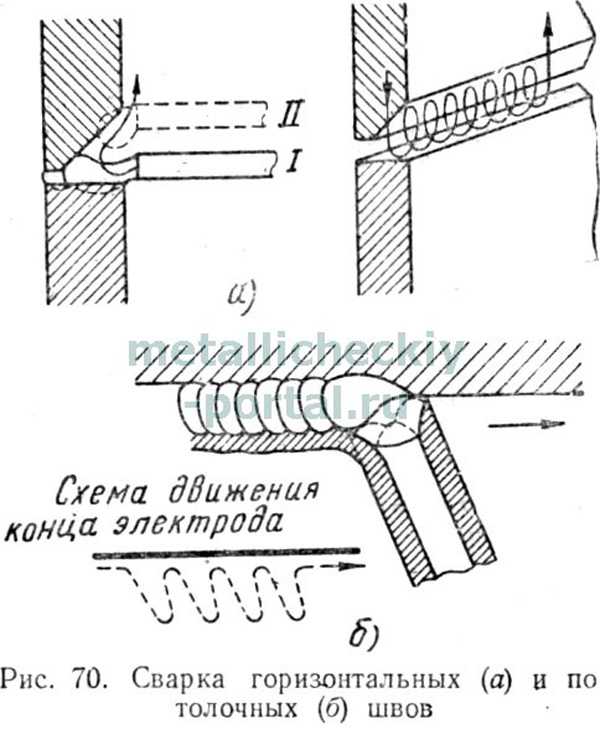 Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик.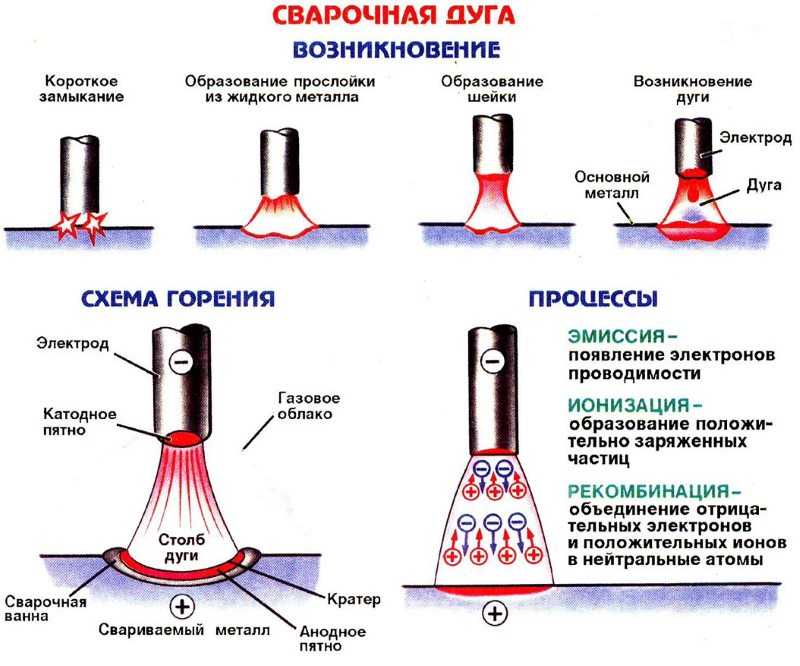 Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.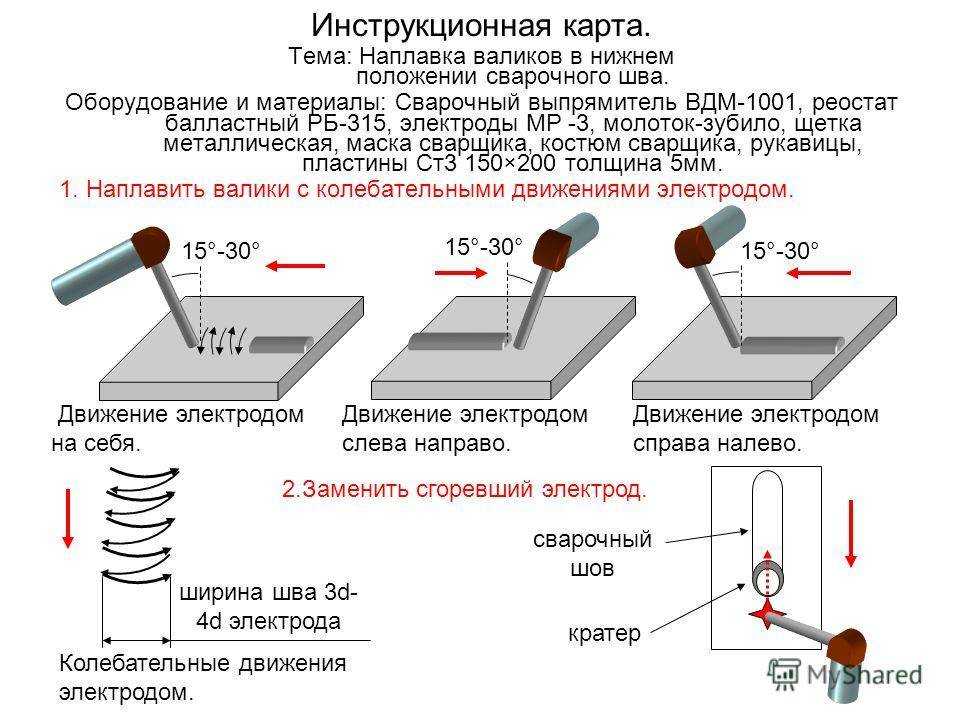
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
- Толщину заготовки;
- Марку стали.
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
- Горизонтальная;
- Тавровая.
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать.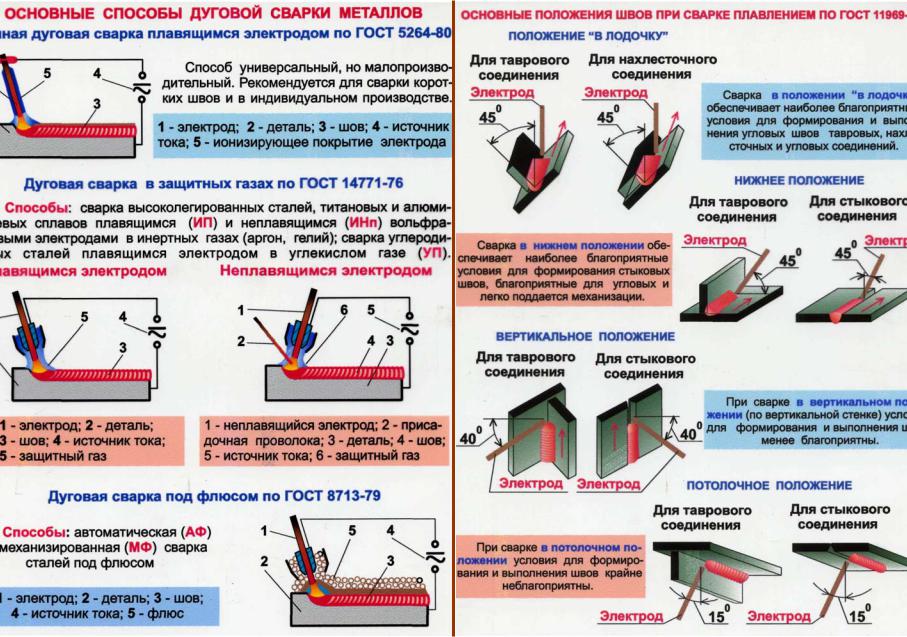 Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы.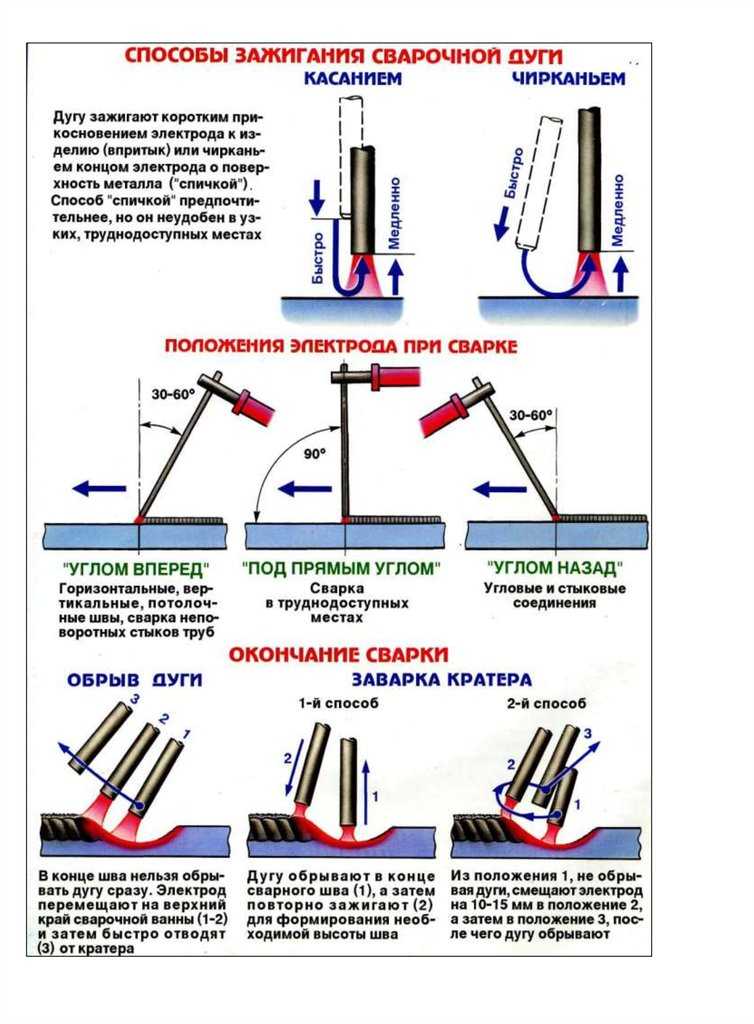 «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
«Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Похожие статьи:
Что такое дуговая сварка? — Типы определений и процессов
Браузер не поддерживает сценарий.
Дуговая сварка — это тип сварочного процесса, в котором электрическая дуга создает тепло для расплавления и соединения металлов. Источник питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным материалом с помощью постоянного (DC) или переменного (AC) тока.
Эта статья является одной из серии часто задаваемых вопросов TWI.
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
Как это работает?
Дуговая сварка — это процесс сварки плавлением, используемый для соединения металлов. Электрическая дуга от источника питания переменного или постоянного тока создает сильное тепло около 6500 ° F , которое расплавляет металл в месте соединения двух заготовок.
Электрическая дуга от источника питания переменного или постоянного тока создает сильное тепло около 6500 ° F , которое расплавляет металл в месте соединения двух заготовок.
Дуга может направляться вручную или механически вдоль линии соединения, в то время как электрод либо просто проводит ток, либо проводит ток и в то же время плавится в сварочной ванне, чтобы подавать присадочный металл к соединению.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагревании дугой до высоких температур, используется защитный защитный газ или шлак, чтобы свести к минимуму контакт расплавленного металла с воздухом. После охлаждения расплавленные металлы затвердевают, образуя металлическую связь.
Какие существуют типы дуговой сварки?
Этот процесс можно разделить на два разных типа; плавящимся и неплавящимся электродами.
Методы с расходуемым электродом
Сварка металлов в среде инертного газа (MIG) и сварка металлов в среде активного газа (MAG)
Также известная как Дуговая сварка металлическим газом (GMAW) , в которой используется защитный газ для защиты основных металлов от загрязнения.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Также известна как ручная дуговая сварка металлическим электродом (MMA или MMAW) , дуговая сварка под флюсом или сварка электродом стержень (электрод с флюсовым покрытием) и заготовка, и стержень, и поверхность заготовки расплавляются, образуя сварочную ванну. При одновременном расплавлении флюсового покрытия на стержне образуется газ и шлак, защищающий сварочную ванну от окружающей атмосферы. Это универсальный процесс, идеально подходящий для соединения черных и цветных металлов различной толщины во всех положениях.
Дуговая сварка порошковой проволокой (FCAW)
Созданная в качестве альтернативы SMAW, сварка FCAW использует расходуемый порошковый электрод с непрерывной подачей и источник питания постоянного напряжения, что обеспечивает постоянную длину дуги. В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, для обеспечения защиты от загрязнения.
Дуговая сварка под флюсом (SAW)
Часто используемый процесс с непрерывной подачей расходуемого электрода и слоем плавкого флюса, который становится проводящим при расплавлении, обеспечивая путь тока между деталью и электродом. Флюс также помогает предотвратить брызги и искры, а также подавляет дым и ультрафиолетовое излучение.
Электрошлаковая сварка (ЭШС)
Вертикальный процесс, используемый для сварки толстых листов (более 25 мм) за один проход. ESW полагается на электрическую дугу, которая начинается до того, как добавление флюса погасит дугу. Флюс плавится по мере того, как расходуемая проволока подается в ванну расплава, в результате чего на поверхности ванны образуется расплавленный шлак. Тепло для расплавления кромок проволоки и пластины вырабатывается за счет сопротивления расплавленного шлака прохождению электрического тока. Два медных башмака с водяным охлаждением следят за ходом процесса и предотвращают вытекание расплавленного шлака.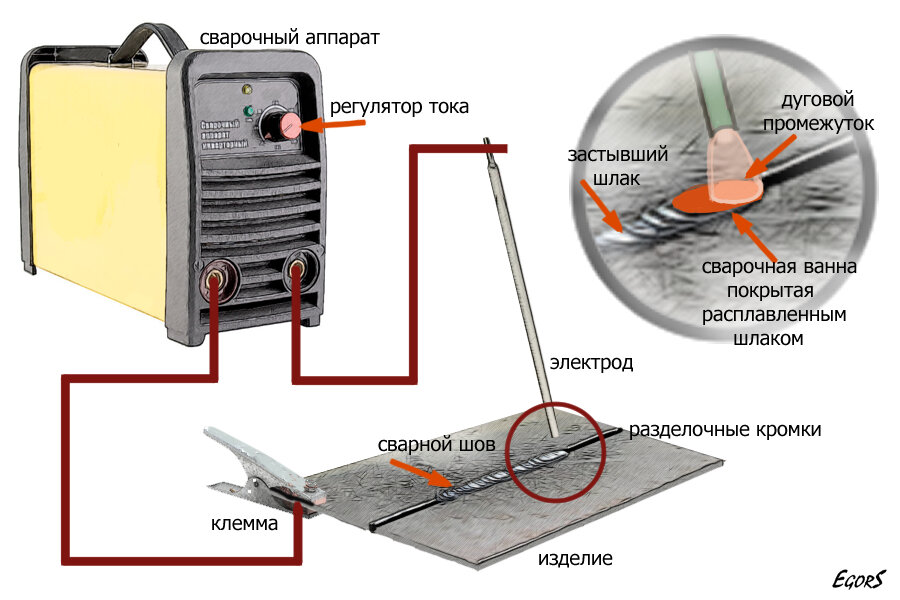
Дуговая сварка шпилек (SW)
Подобно сварке оплавлением, SW соединяет гайку или крепежный элемент, обычно с фланцем с выступами, которые плавятся, образуя соединение, с другим металлическим элементом.
Методы неплавящегося электрода
Сварка вольфрамовым электродом в среде инертного газа (TIG)
защитить сварной шов и сварочную ванну от атмосферного загрязнения.
Плазменно-дуговая сварка (PAW)
Подобно TIG, PAW использует электрическую дугу между неплавящимся электродом и анодом, которые расположены внутри корпуса горелки. Электрическая дуга используется для ионизации газа в горелке и создания плазмы, которая затем проталкивается через тонкое отверстие в аноде и достигает опорной плиты. Таким образом плазма отделяется от защитного газа.
Как работает сварка. Основы сварочного процесса
Преимущества сварки
По сравнению с другими методами соединения сварка имеет ряд преимуществ.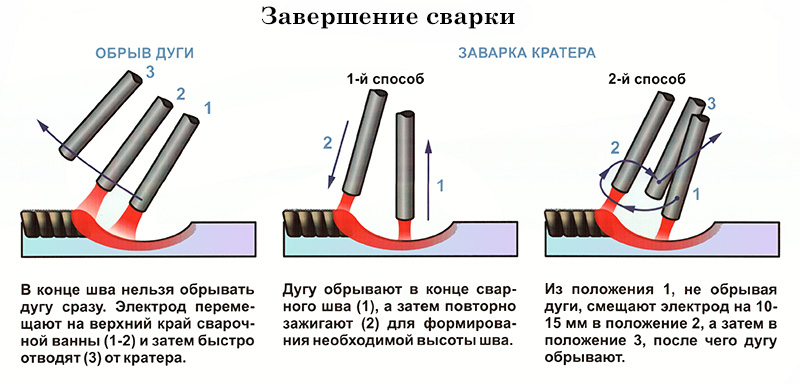 Вот лишь несколько причин, по которым многие промышленные строительные процессы сваривают материалы вместе:
Вот лишь несколько причин, по которым многие промышленные строительные процессы сваривают материалы вместе:
• Прочное соединение
• Безупречный шов
• Превосходная температура плавления
• Эффективная и универсальная система
Эти преимущества делают сварку очень востребованным навыком в автомобилестроении, строительстве и промышленных компаний. Любите ли вы работать руками или заинтересованы в востребованной, высокооплачиваемой карьере, узнайте, подходит ли вам техник-сварщик.
Инструменты мастера
Узнайте, что вам нужно для подготовки к карьере сварщика. Вот некоторые основные приспособления и оборудование, которые вам понадобятся, чтобы начать работу сварщиком. Ознакомьтесь со всеми этими вариантами сварочных инструментов и узнайте больше о плюсах и минусах каждого варианта.
Перед запуском любого сварочного аппарата вам необходимо правильное защитное оборудование и место. При сварке выделяется огромное количество тепла, искр и металлического шлака.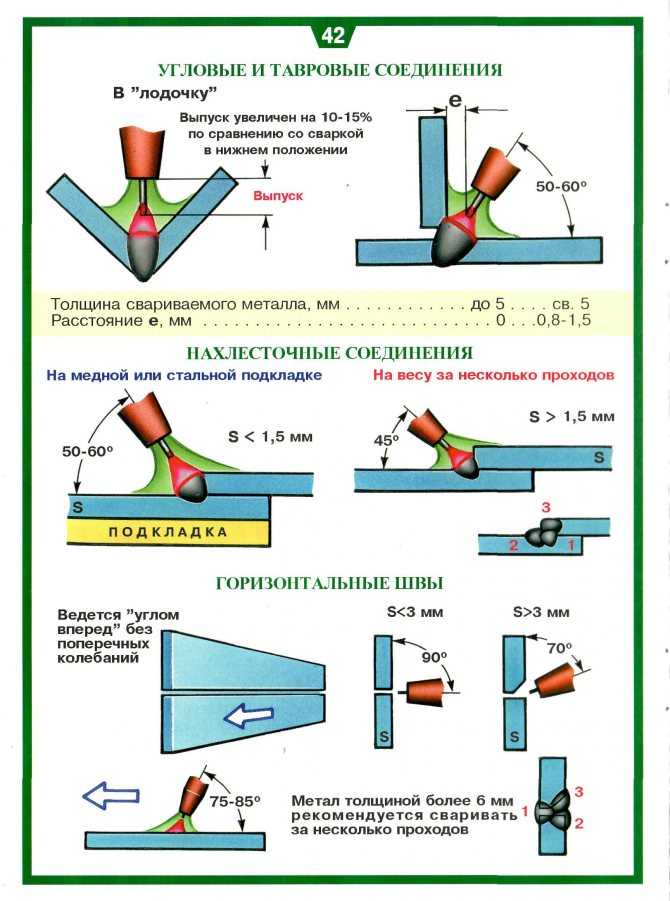 Защитная одежда необходима для защиты от ожогов во время работы. Сварочная маска защищает глаза от яркого света сварщика. Экстремальные температуры создают настолько яркий свет, что он может повредить ваши глаза.
Защитная одежда необходима для защиты от ожогов во время работы. Сварочная маска защищает глаза от яркого света сварщика. Экстремальные температуры создают настолько яркий свет, что он может повредить ваши глаза.
Разнообразие сварочных инструментов может ошеломить. Внимательно сравните их и используйте желаемое приложение, чтобы найти наилучший тип сварочного аппарата. Если вы обучаетесь сварщику, спросите у своего инструктора о лучшем сварочном аппарате для начинающих. Вот некоторые распространенные типы сварочных аппаратов, которые следует учитывать:
• Дуговая сварка металлическим электродом в среде защитного газа (SMAW) или сварка электродом
• Дуговая сварка металлическим электродом в среде защитного газа (GMAW) или сварка MIG
• Дуговая сварка под флюсом (SAW)
• Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) ) или сварка ВИГ
Ваш металл и тип сварного шва, который вы надеетесь получить, определяют лучшего сварщика для ваших целей.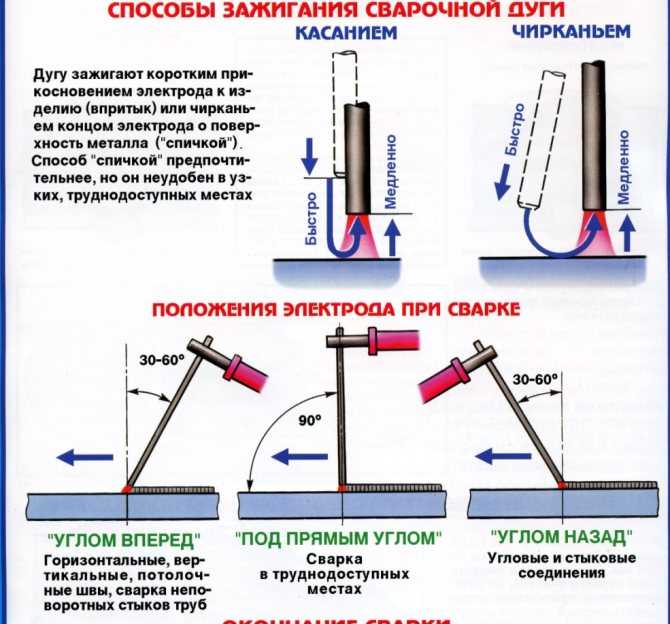 Некоторые сварочные аппараты лучше подходят для больших структурных сварных швов, в то время как другие лучше всего подходят для детальных поверхностных сварных швов, которые легко полировать до безупречной поверхности.
Некоторые сварочные аппараты лучше подходят для больших структурных сварных швов, в то время как другие лучше всего подходят для детальных поверхностных сварных швов, которые легко полировать до безупречной поверхности.
Как стать сварщиком
Если вы готовы стать сварщиком, вам нужно научиться безопасно и эффективно сваривать сталь. Чтобы стать сварщиком, требуется много технических навыков, поэтому самостоятельно пробиться в эту отрасль может быть сложно. Присоединяйтесь к программе сварки в Калифорнии, чтобы подготовиться к захватывающей карьере сварщика.
В колледже Summit по всей Калифорнии есть места, где вас обучат новейшим технологиям сварочной промышленности. Сравните популярные торговые программы Summit, чтобы найти лучший вариант для ваших интересов и карьерных целей. После курса обучения вы можете рассчитывать на прибыльную и успешную карьеру техника-сварщика в строительной, автомобильной, металлургической или заводской отраслях.
Свяжитесь с нами в Summit College, чтобы узнать больше о нашей программе сварки и узнать, как вы можете начать свое путешествие уже сегодня.